

Method for casting large stamping cylinder casting
A technology for stamping cylinders and castings, applied in casting molding equipment, casting molds, cores, etc., can solve problems such as scrapped castings, slag inclusions in castings, pores, and lowering the qualified rate of castings
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0034] The present invention will be described in further detail below in conjunction with the accompanying drawings and specific embodiments.
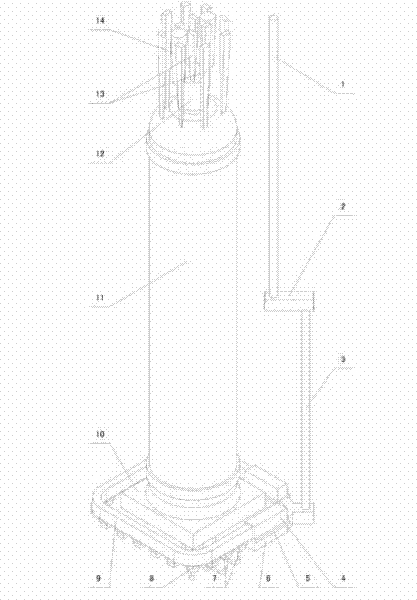
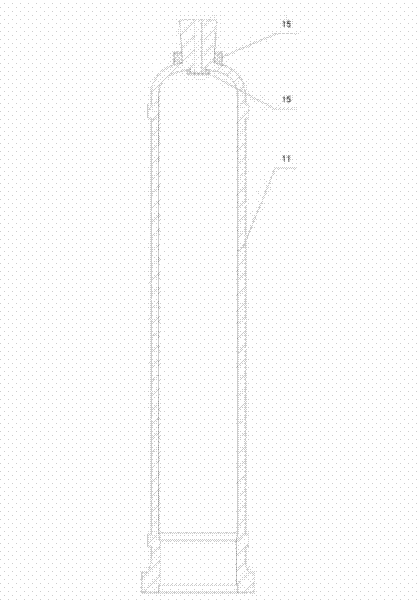
[0035] Depend on Figure 1 ~ Figure 3 As can be seen from each schematic diagram in the casting method of the large stamping cylinder casting of the present invention shown, it comprises the following steps:
[0036] 1) Mold manufacturing;
[0037] 2) Sand mold manufacturing;
[0038] 3) Pouring molding.
[0039] When making sand molds, it includes the following points:
[0040] (2.1) The mold adopts a three-box shape, namely the upper box, the middle box and the lower box. The parting surface of the upper box and the middle box is the end face of the small neck on the upper part of the stamping cylinder, and the parting surface of the middle box and the lower box is the stamping cylinder. The bottom surface of the bottom square flange, the middle box is composed of three boxes;
[0041] (2.2) At the center of the casting cavity ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More