

Roller parameter setting method for flatness and surface quality control of levelling unit
A technology of parameter setting and surface quality, applied in the direction of contour control, etc., can solve problems affecting the quality of finished products, wave shape and surface defects, weakening the effect of plate shape and surface quality control, etc., to bring economic benefits and reduce the probability of occurrence , Reduce the effect of color difference defects on the surface of strip steel
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
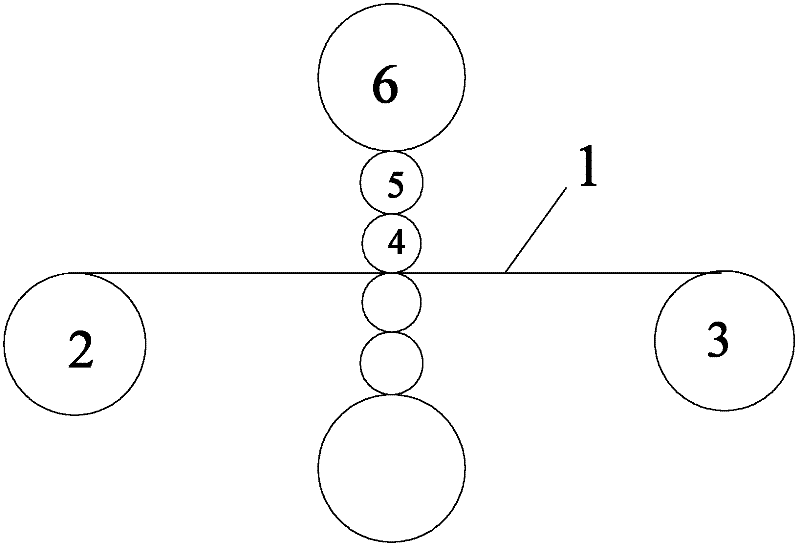
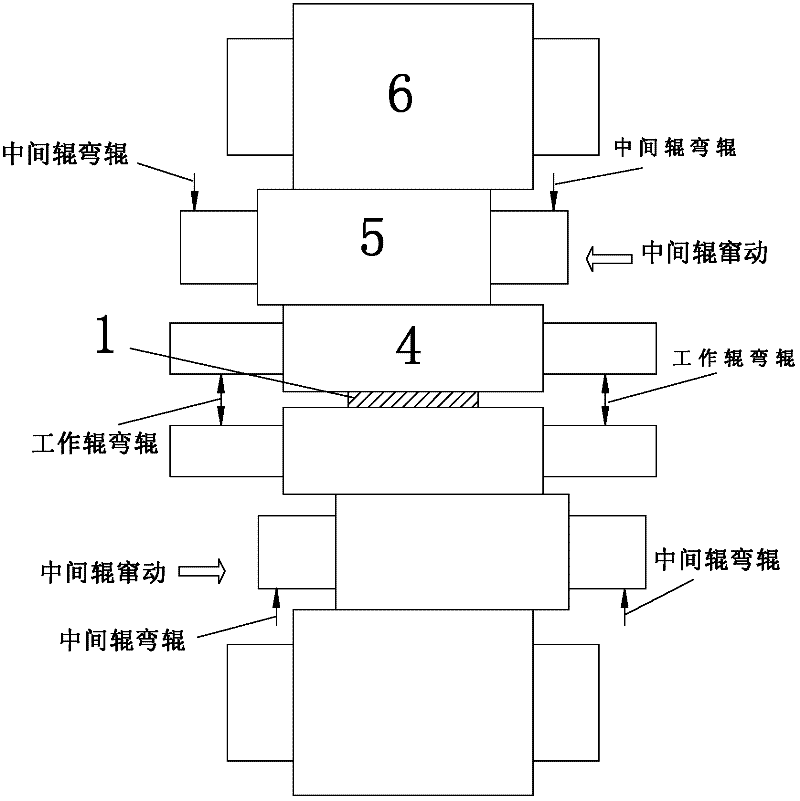
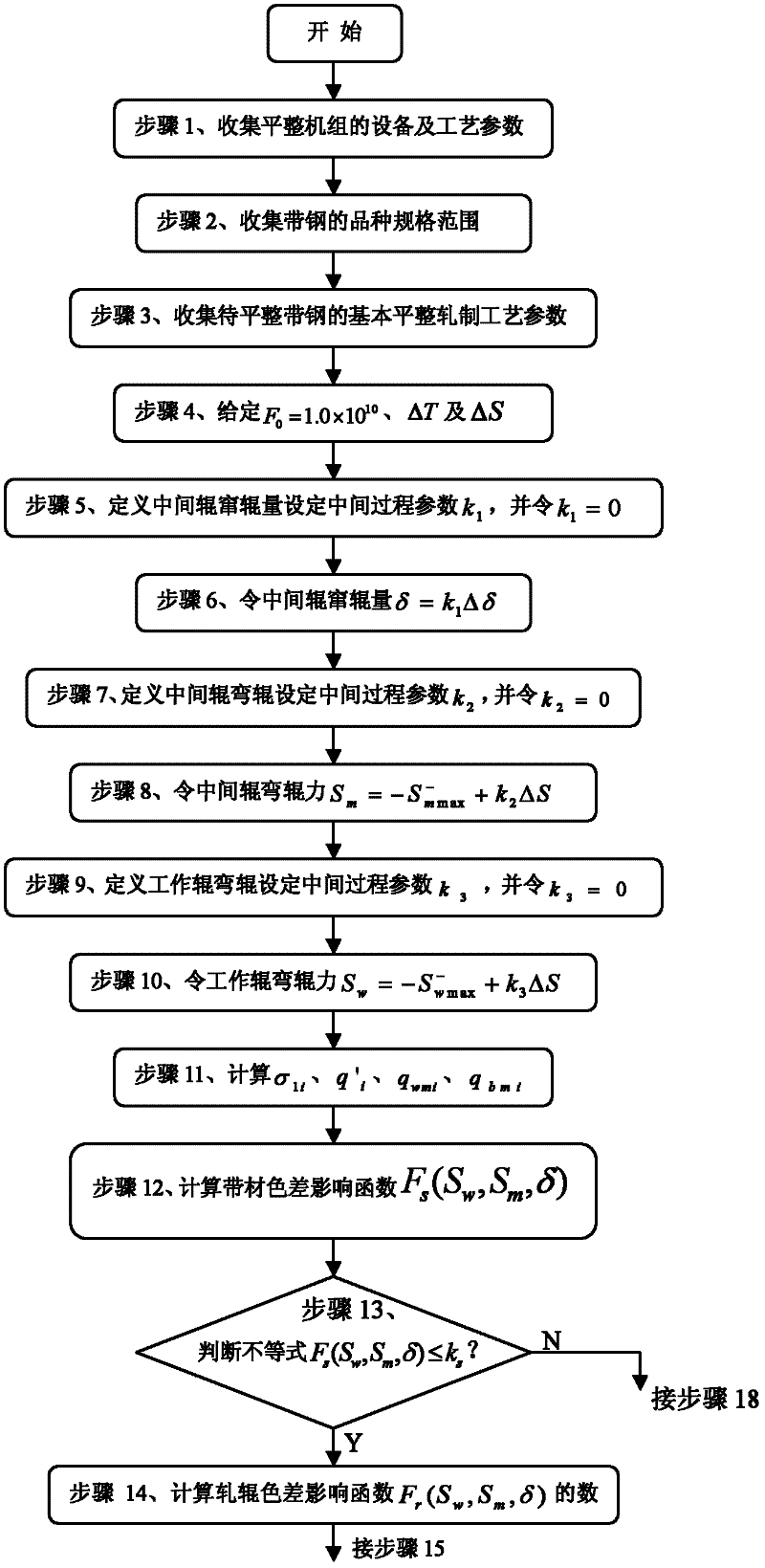
[0034] In order to illustrate the basic idea of the present invention, a certain 1850CVC-6 type smoothing unit is taken as an example, with the help of figure 1 To describe the comprehensive optimization and setting process of the roll system parameters on a specific skin pass unit for a steel strip with a specification of 1200mm*0.8mm and a steel grade of SPCC:
[0035] First, in step 1, collect the equipment and process parameters of the skin pass unit, including the work roll body length L W =1850mm, working roll diameter DW =360mm, middle roll body length L M =1850mm, intermediate roll diameter D M =400mm, back-up roll body length L b =1850mm, back-up roller diameter D b =900mm, the distance between the drive side of the back-up roller and the center of the screw on the working side is l 1 =2500mm, the center distance between the drive side of the work roll and the bending roll hydraulic cylinder on the work side l 2 =2500mm, the maximum positive roll bending force ...
Embodiment 2
[0059] In order to further illustrate the basic idea of the present invention, a 1850CVC-6 type smoothing unit is now taken as an example, with the help of figure 1 To describe the comprehensive optimization and setting process of the roll system parameters on a specific skin pass unit for a steel strip with a specification of 1000mm*0.6mm and a steel type of DC06:
[0060] First, in step 1, collect the equipment and process parameters of the skin pass unit, including the work roll body length L W =1850mm, working roll diameter D W =360mm, middle roll body length L M =1850mm, intermediate roll diameter D M =420mm, back-up roll body length L b =1850mm, back-up roller diameter D b =900mm, the distance between the drive side of the back-up roller and the center of the screw on the working side is l 1 =2500mm, the center distance between the drive side of the work roll and the bending roll hydraulic cylinder on the work side l 2 =2500mm, the maximum positive roll bending f...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Tensile strength | aaaaa | aaaaa |
| Width | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More