

A control method for equal-gap steel rolling
A control method and equal gap technology, which is applied in the field of steel rolling control and gap rolling control, can solve problems such as equipment loss, waste of energy, and unstable rolling rhythm of the rolling line, so as to improve efficiency, reduce energy consumption, and reduce coil quality problem effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
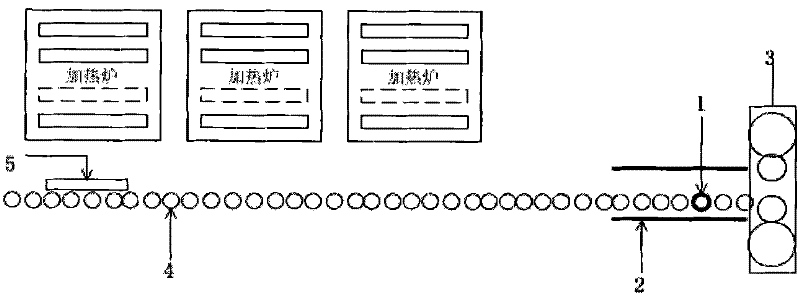
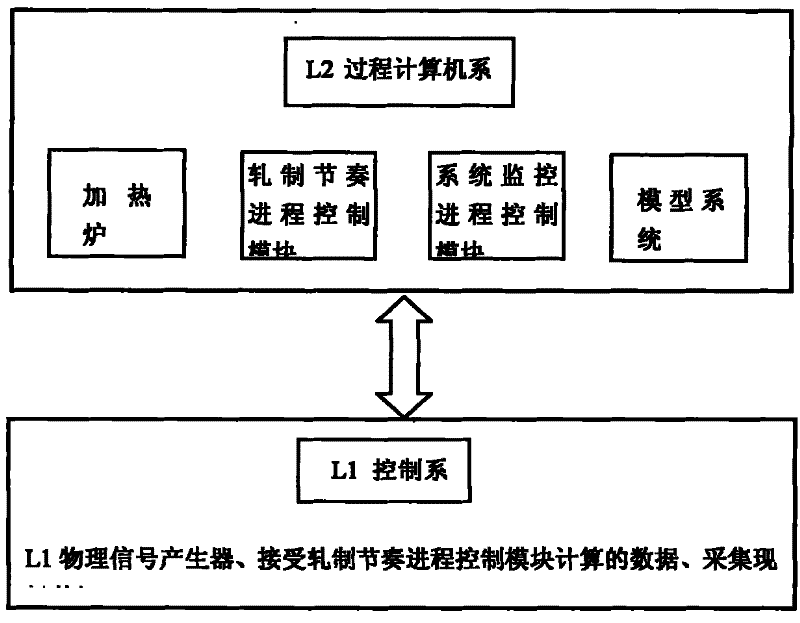
[0042] The heating furnace process arrangement of the present embodiment is as follows figure 1As shown, the three heating furnaces controlled by the computer control system are located on the side leading to the roller table 4 of the rolling mill 3. Each heating furnace is equipped with a monitoring sensor for the action time of the steel pump, and the roller table 4 is equipped with a running speed sensor and a plate. Sensor for the moment when the slab reaches the guide plate 2 on the rolling mill side. The signal output terminals of the monitoring sensor, the speed sensor and the time sensor are connected to the corresponding input terminals of the computer control system. When drawing steel, the heated slab 5 is drawn out to the roller table 4 from the walking beam of the heating furnace by a steel drawing machine. The roller table 4 is composed of multiple output roller tables, and each section is driven by a separate motor. computer control system such as image 3 As...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More