

Method for active strip breaking and continuous casting keeping of strip continuous casting
An active, thin-strip technology, applied in the field of continuous casting, can solve problems such as unstable casting process, unsuitable thin-strip continuous casting process, and unfavorable casting belt transportation, etc., to improve casting stability and efficiency, and the method of breaking the belt is simple Feasible, the effect of improving equipment utilization
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0046] The technical solution of the present invention will be further described in detail through two examples below.
[0047] Working condition 1. The casting machine actively breaks the belt to remove the head of the poor quality casting belt and cast continuously
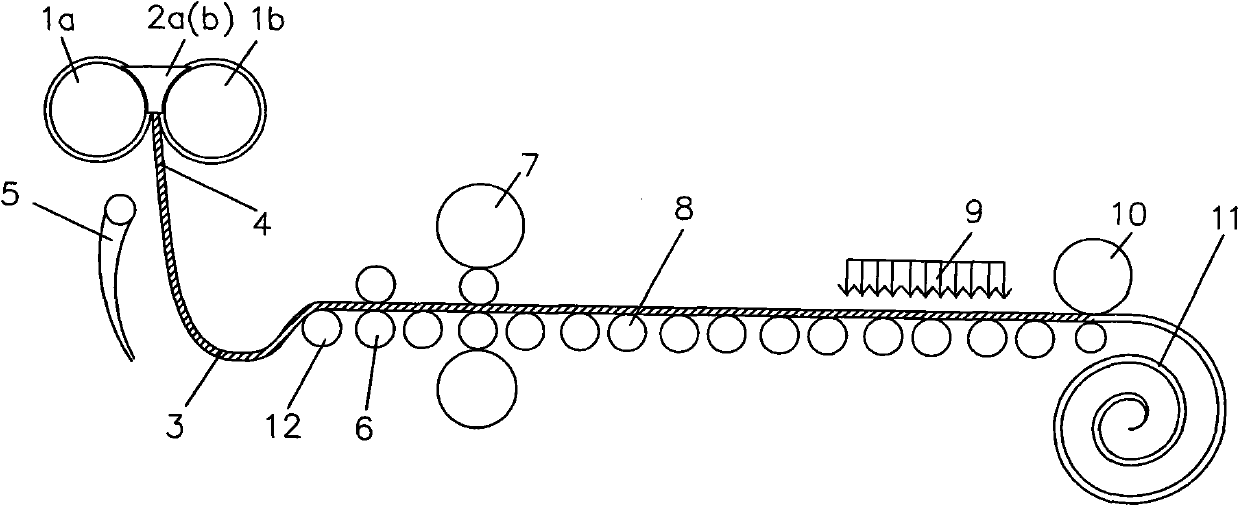
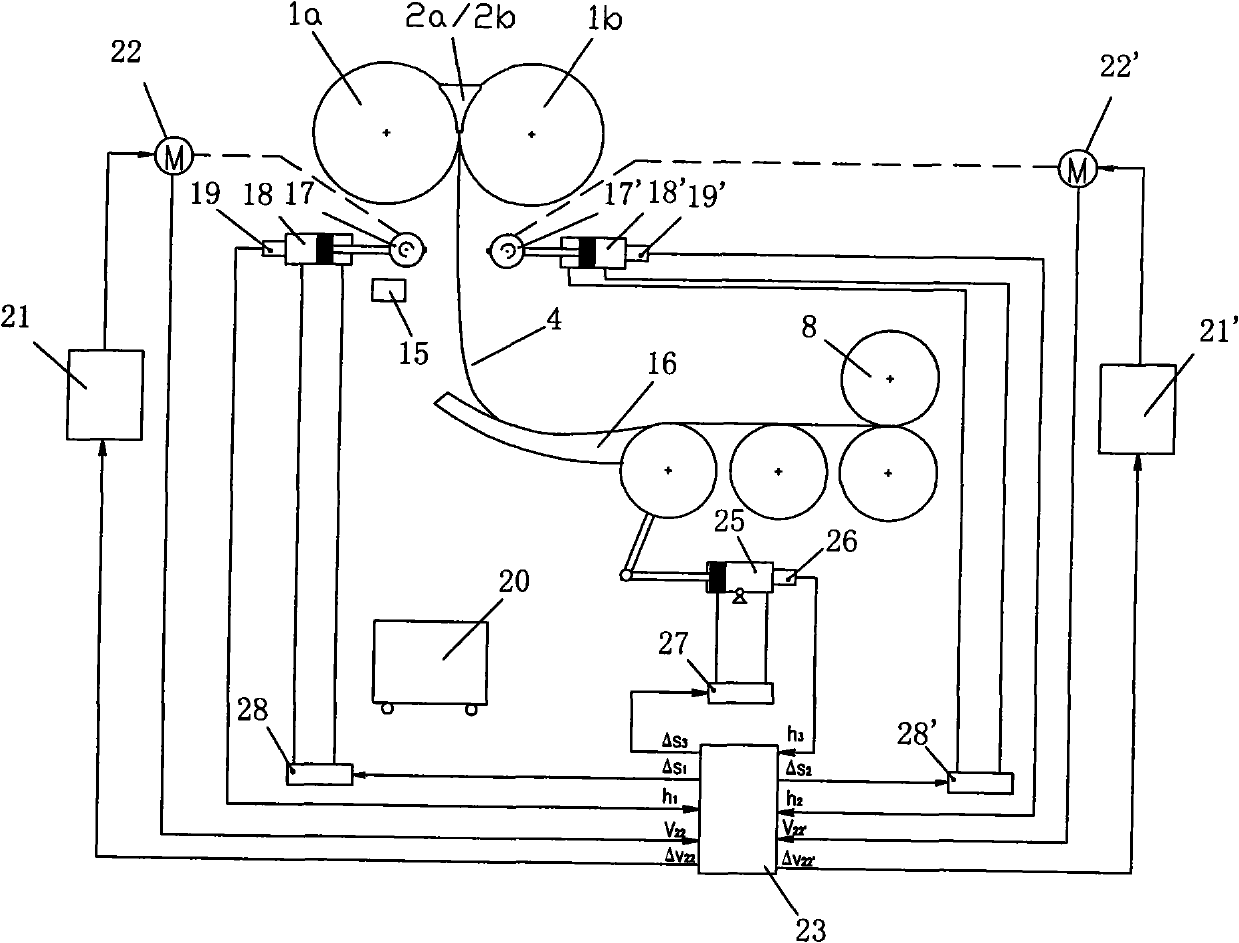
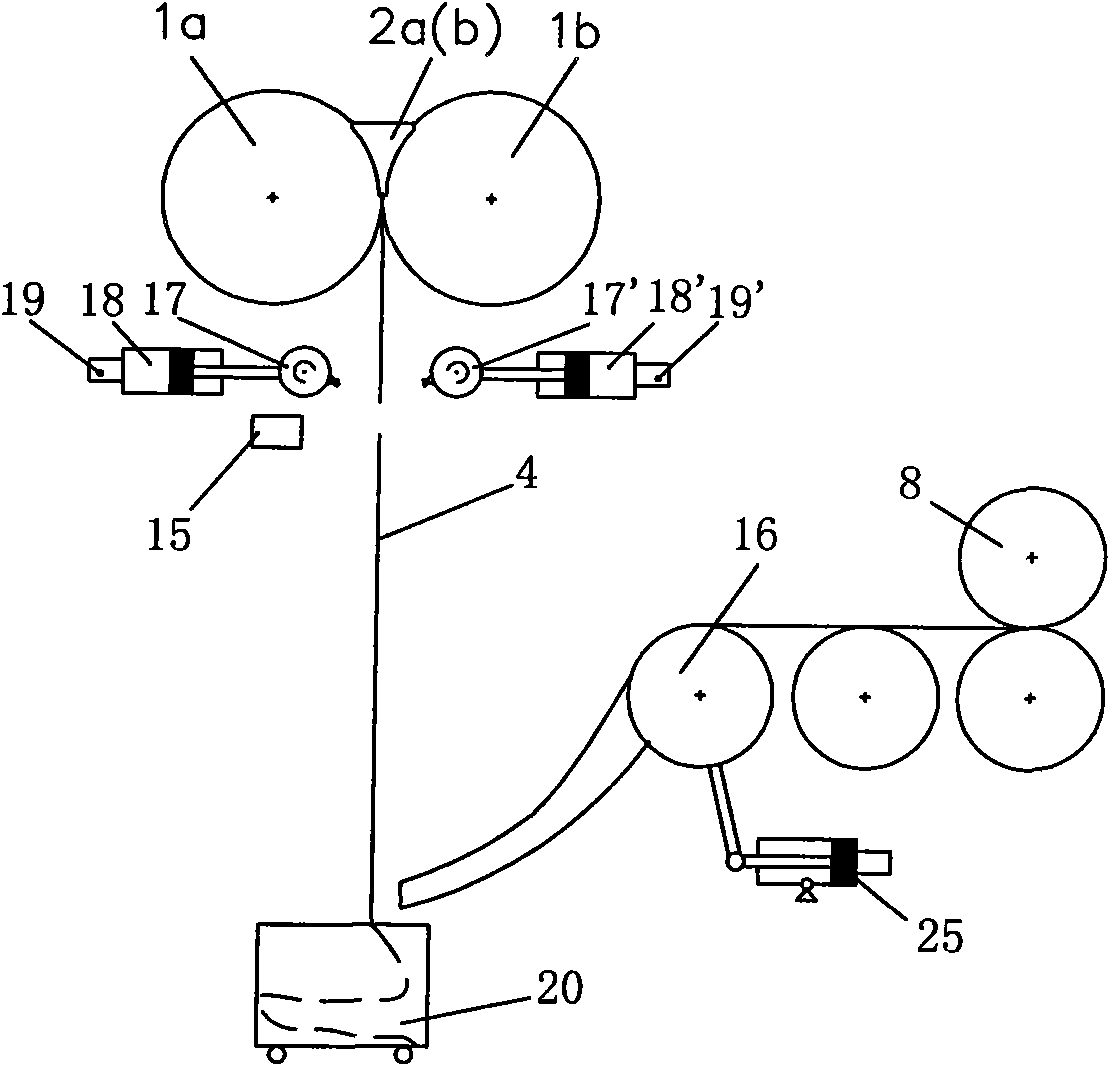
[0048] see Figure 2 ~ Figure 6 , enter the casting mode, and the broken strip detection device 15 installed under the thin strip continuous casting rolls monitors the continuous condition of the cast strip in real time, and sends the detection data to the strip steel guide control module 23. At this time, the swing guide plate 16 is at its lower limit. Its position is measured by a displacement sensor 26 located at the rear of its driving hydraulic cylinder 25 and controlled by a servo valve 27.
[0049] After the continuous length of the casting belt exceeds 10m, the hydraulic cylinders 18, 18' push the left and right gas injection devices 17, 17' to move towards the casting belt under the action of the servo...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More