

Method for controlling welding deformation of joint between inserted large inclined tube and barrel
A control method and welding deformation technology, applied in welding equipment, manufacturing tools, arc welding equipment, etc., can solve the problems of uncertain effect, large weld volume, long welding cycle, etc., with simple method and high product qualification rate , The effect of welding quality assurance
Inactive Publication Date: 2012-03-21
SHANGHAI BOILER WORKS
View PDF5 Cites 12 Cited by
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
[0003] Due to the large volume of the weld seam and the long welding cycle of the welded joint between the plug-in large inclined pipe and the cylinder of the gas return chamber, and the product structure has high requirements for the dimensional accuracy between the two, how to control the welding joint of this type Transformation is a very big problem
For such large joints, once the welding deformation exceeds the standard requirements, it will be difficult to use effective methods to correct it, and the result will be disastrous
In Shangguo’s patent “Welding method for plug-in joints and non-right-angle intersection joints of the cylinder”, the method of uniformly arranging rigid and fixed ribs on the outer circumference of the cylinder at the root of the weld to prevent welding deformation has achieved certain results. The effect achieved by the method is uncertain
Method used
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
View moreImage
Smart Image Click on the blue labels to locate them in the text.
Smart ImageViewing Examples

Examples
Experimental program
Comparison scheme
Effect test
Embodiment
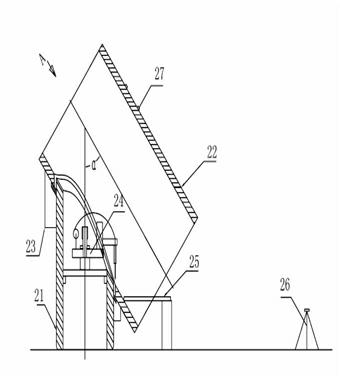
[0022] IGCC gas return chamber plug-in connector 21 size: inner diameter 1620mm, wall thickness 280mm; cylinder body 22 size: inner diameter 4400mm, wall thickness 230mm.
[0023] The method described in the patent CN200610024861.9 is used to weld the joint between the plug-in large inclined pipe 21 and the cylinder 22. During the welding process, the deformation of the joint is controlled. The main steps are:
[0024] Step 1: Drill holes on the side of the cylinder body 22 by means of gas cutting.
[0025] Step 2: If figure 2 As shown, the plug-in large inclined pipe 21 and the cylinder body 22 are assembled, and the deformation-resistant rigid fixed ribs 23 are evenly arranged on the outer circumference of the joint and welded.
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Login to View More
Abstract
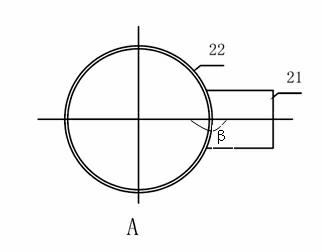
The invention discloses a method for controlling welding deformation of a joint between an inserted large inclined tube and a barrel. The method comprises the following steps of: 1, forming a hole on the side part of the barrel; 2, assembling the inserted large inclined tube and the barrel, and welding a fixing rib plate on the outer side of the joint; 3, measuring the size of the joint between the barrel and the large inclined tube, and forming an angle alpha for counteracting the distortion allowance; 4, welding a lower welding line; 5, welding a middle lower welding line, measuring an included angle beta with a total station electronic tacheometer, and controlling the included angle beta at 180 degrees in the welding process; 6, welding a middle upper welding line, measuring an included angle beta, and controlling the included angle beta at 180 degrees in the welding process; and 7, welding an upper welding line. In the invention, the total station electronic tacheometer is used together with a rigid fixing method, and the welding deformation of the joint is controlled in the welding process of the inserted large inclined tube and the barrel, so that the product qualified rate is high, and the welding quality is effectively ensured; and the method is simple, and is very effective for controlling the welding deformation of a large inserted joint.
Description
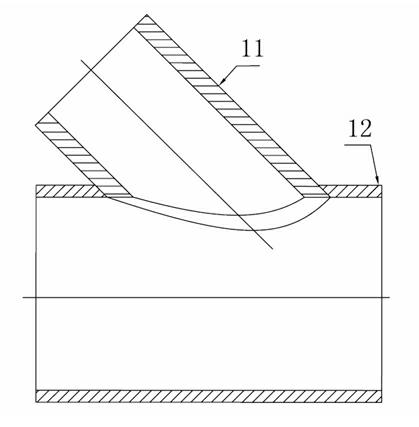
technical field [0001] The invention relates to a deformation control method for welding a plug-in large inclined pipe and a chemical cylinder, and belongs to the field of welding technology. Background technique [0002] At present, in the integrated gasification combined cycle power generation system (Integrated Gasification Combined Cycle, referred to as IGCC), the welded joint structure of the plug-in large inclined pipe 11 and the gas return chamber cylinder 12 is as follows: figure 1 shown. The weld seam of this joint is thick, and the welding workload is extremely huge. In Shangguo's patent "Welding method for joints with non-right angle intersections between plug-in joints and cylinders" (Patent No.: CN200610024861.9), saddle-shaped submerged arc automatic welding and flat welding are adopted. The method of positional and segmental welding welds the large inclined pipe and the cylinder of the gas return chamber, which greatly improves the welding production efficien...
Claims
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More Application Information
Patent Timeline
 Login to View More
Login to View More Patent Type & AuthorityApplications(China)
IPC IPC(8): B23K9/095B23K9/18B23K9/235
CPCB23K9/0284B23K31/003
Inventor傅育文张伯弟王继宁
OwnerSHANGHAI BOILER WORKS