Modified polypropylene composite material and preparation method thereof
A composite material, polypropylene technology, applied in the field of modified polypropylene composite material and its preparation, can solve the problem of insufficient improvement, and achieve the effect of improving rigidity and reducing density
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
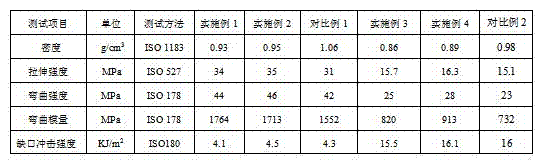
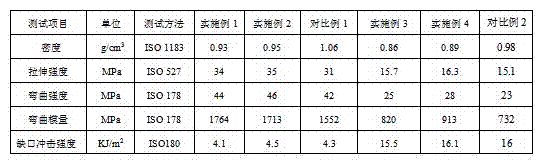
[0023] Add 5wt% talcum powder, 2wt% nano-calcium carbonate, and 1.5wt% maleic anhydride into a high-speed mixer and stir for 5 minutes, then add 78.2wt% homopolypropylene, 1wt% color masterbatch, 2wt% styrene- Butadiene copolymer and 0.3wt% antioxidant are added to the mixer and stirred for 10 min, and the above-mentioned mixed material is added to the main feeding barrel of the twin-screw extruder, and the special side feeding port of the twin-screw extruder Add 10wt% hollow glass microspheres, extrude and granulate, then dry, cool, and pelletize.
[0024] The processing temperature of the above twin-screw extruder is set as follows: Zone 1 170°C, Zone 2 180°C, Zone 3 185°C, Zone 4 190°C, Zone 5 195°C, Zone 6 200°C, Zone 7 200°C, Zone 8 190°C, 185°C in nine zone, 180rpm main engine speed.
Embodiment 2
[0026] Add 5wt% talcum powder, 3wt% nano-calcium carbonate, and 1.5wt% maleic anhydride into a high-speed mixer and stir for 5 minutes, then add 79.2wt% polypropylene, 1wt% color masterbatch, 2wt% styrene-butadiene Add the copolymer and 0.3wt% antioxidant into the mixer and stir for 10 minutes, add the above-mentioned mixed material into the main feeding barrel of the twin-screw extruder, and add 8wt at the special side feeding port of the twin-screw extruder % hollow glass microspheres, extruded and granulated, dried, cooled, and pelletized.
[0027] The processing temperature of the above twin-screw extruder is set as follows: Zone 1 170°C, Zone 2 180°C, Zone 3 185°C, Zone 4 190°C, Zone 5 195°C, Zone 6 200°C, Zone 7 200°C, Zone 8 190°C, 185°C in nine zone, 180rpm main engine speed.
Embodiment 3
[0032] Add 5wt% talcum powder, 2wt% nano-calcium carbonate, and 1.5wt% silane coupling agent into a high-speed mixer and stir for 5 minutes, then add 70.2wt% polypropylene, 10wt% ethylene-propylene-butadiene terpolymer , 1wt% color masterbatch, 0.3wt% antioxidant were added to the mixer and stirred for 10 min, the above-mentioned mixed material was added to the main feeding barrel of the twin-screw extruder, and fed on the special side of the twin-screw extruder Add 10wt% hollow glass microspheres at the feed port, extrude and granulate, then dry, cool, and pelletize.
[0033] The processing temperature of the above twin-screw extruder is set as follows: Zone 1 170°C, Zone 2 180°C, Zone 3 185°C, Zone 4 190°C, Zone 5 195°C, Zone 6 200°C, Zone 7 200°C, Zone 8 190°C, 185°C in the ninth zone, and the speed of the main engine is 160rpm.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com