Process for preparing large-specification tungsten plate billet by means of resistance sintering
A sintering method and large-scale technology, which is used in the field of preparing large-scale tungsten slabs, can solve the problems of thermal insulation, poor sealing, poor consistency of sintered density, large power consumption and hydrogen consumption, and achieve uniform temperature field and improve structure. and performance, the effect of reducing the number of pores
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0012] Below in conjunction with specific embodiment technical scheme of the present invention is described in detail as follows:
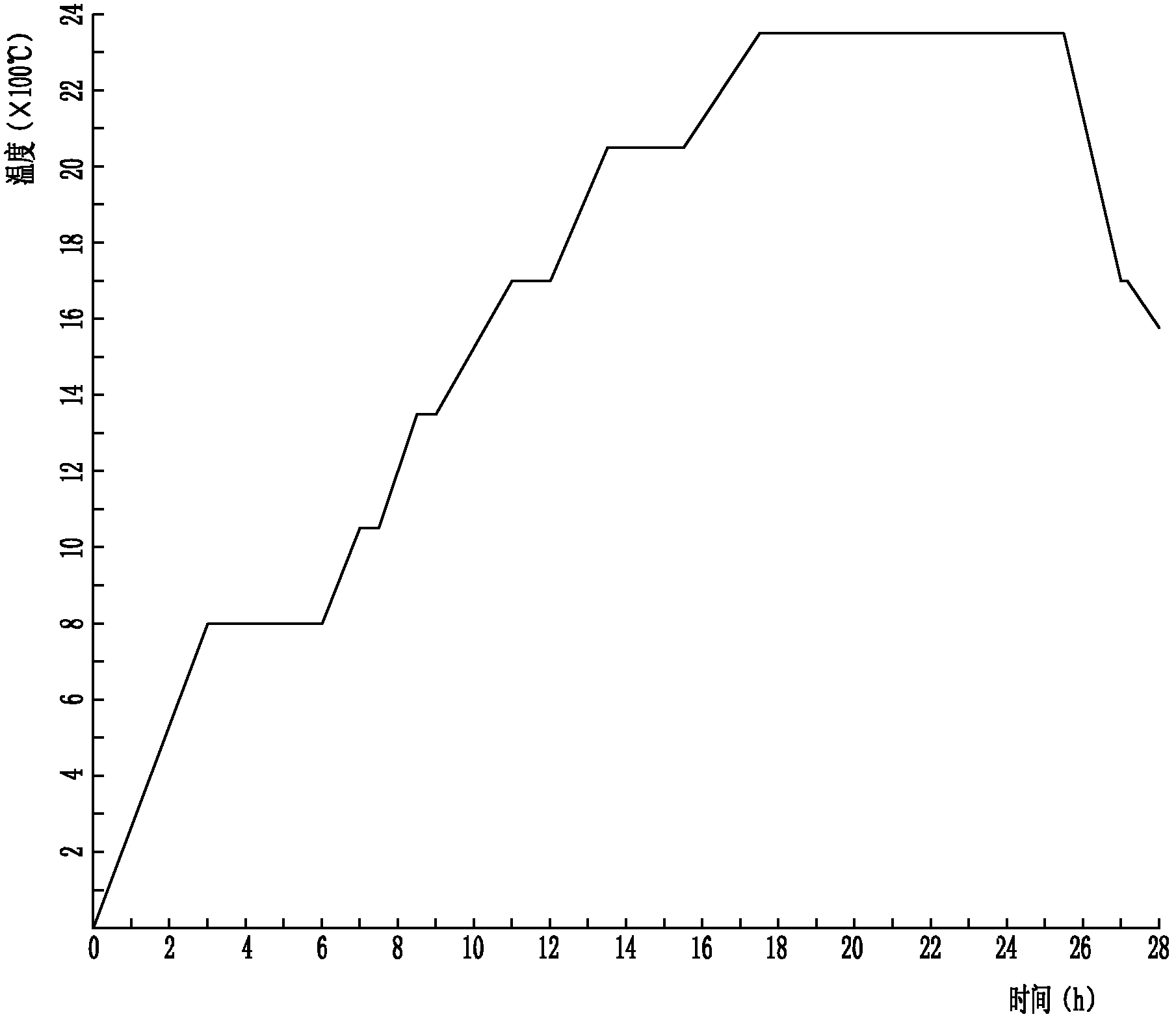
[0013] A process for preparing large-scale tungsten slabs by means of resistance sintering, comprising the following steps: ①, taking a required amount of tungsten powder; ②, selecting rubber or steel sleeves according to the specifications of the pre-produced tungsten slabs, The tungsten powder is tightly and evenly packed in the rubber sleeve or steel sleeve, and then sealed; ③, isostatic pressing (180MPa); ④, pressure relief, demoulding; ⑤, sintering by resistance sintering method , as attached image 3 As shown, the specific process of the resistance sintering method adopted in the above step ⑤ is: i, within 3 hours, the room temperature is raised to 800°C, and the temperature is kept for 3 hours; ii, within 1 hour, the temperature is raised from 800°C to 1050°C, and keep it warm for 0.5 hours; iii, rise from 1050°C to 1350°C within 1 hou...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com