

Rapid uniform heating method for metal tube
A metal pipe, uniform heating technology, used in metal processing equipment, forming tools, manufacturing tools and other directions, can solve the problems of uneven circumferential temperature and axial temperature distribution of metal pipes, affecting the forming of metal pipes, etc. Temperature uniformity, fast and uniform heating, improved heating rate and uniform distribution of temperature
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
specific Embodiment approach 1
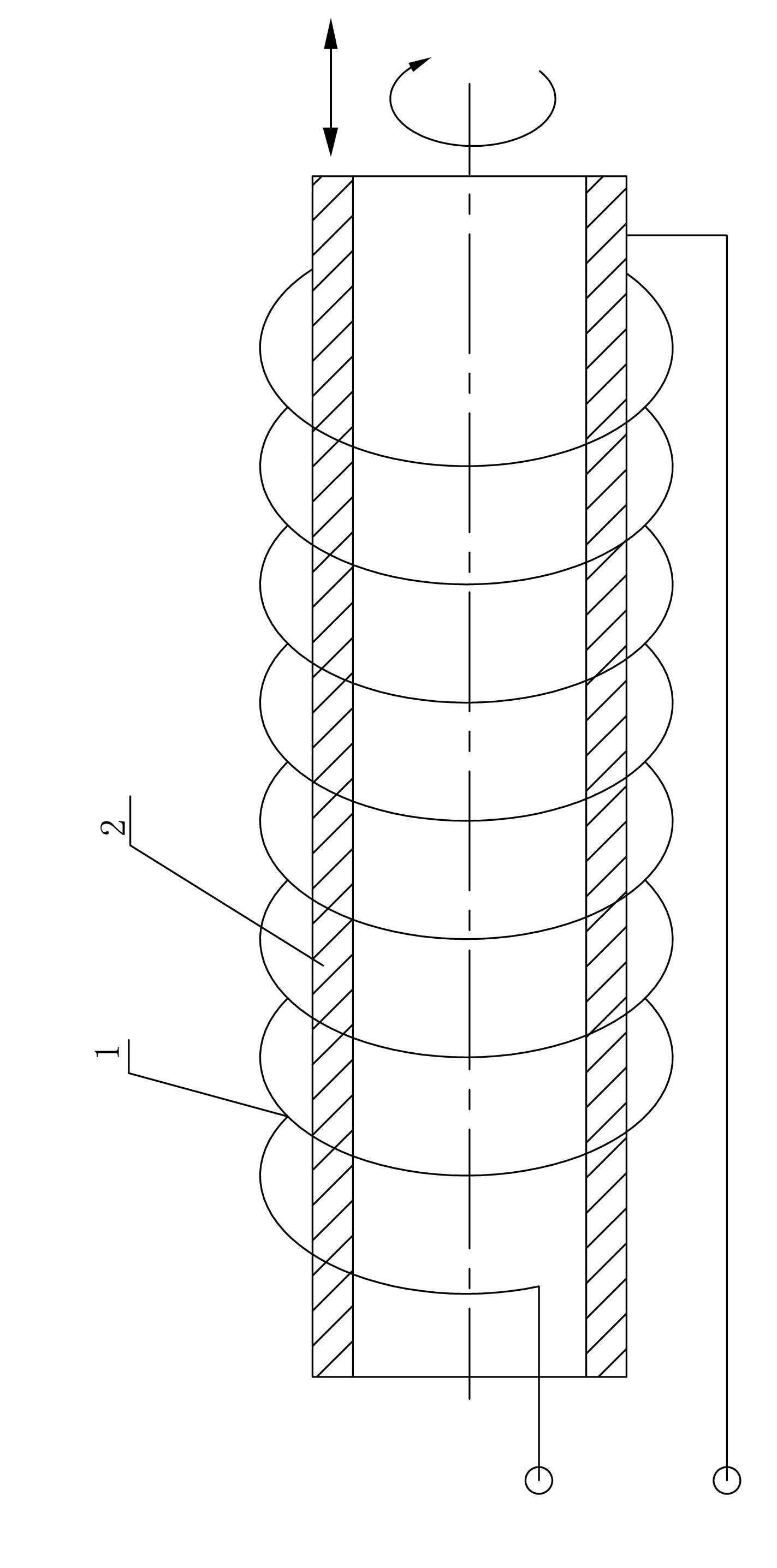
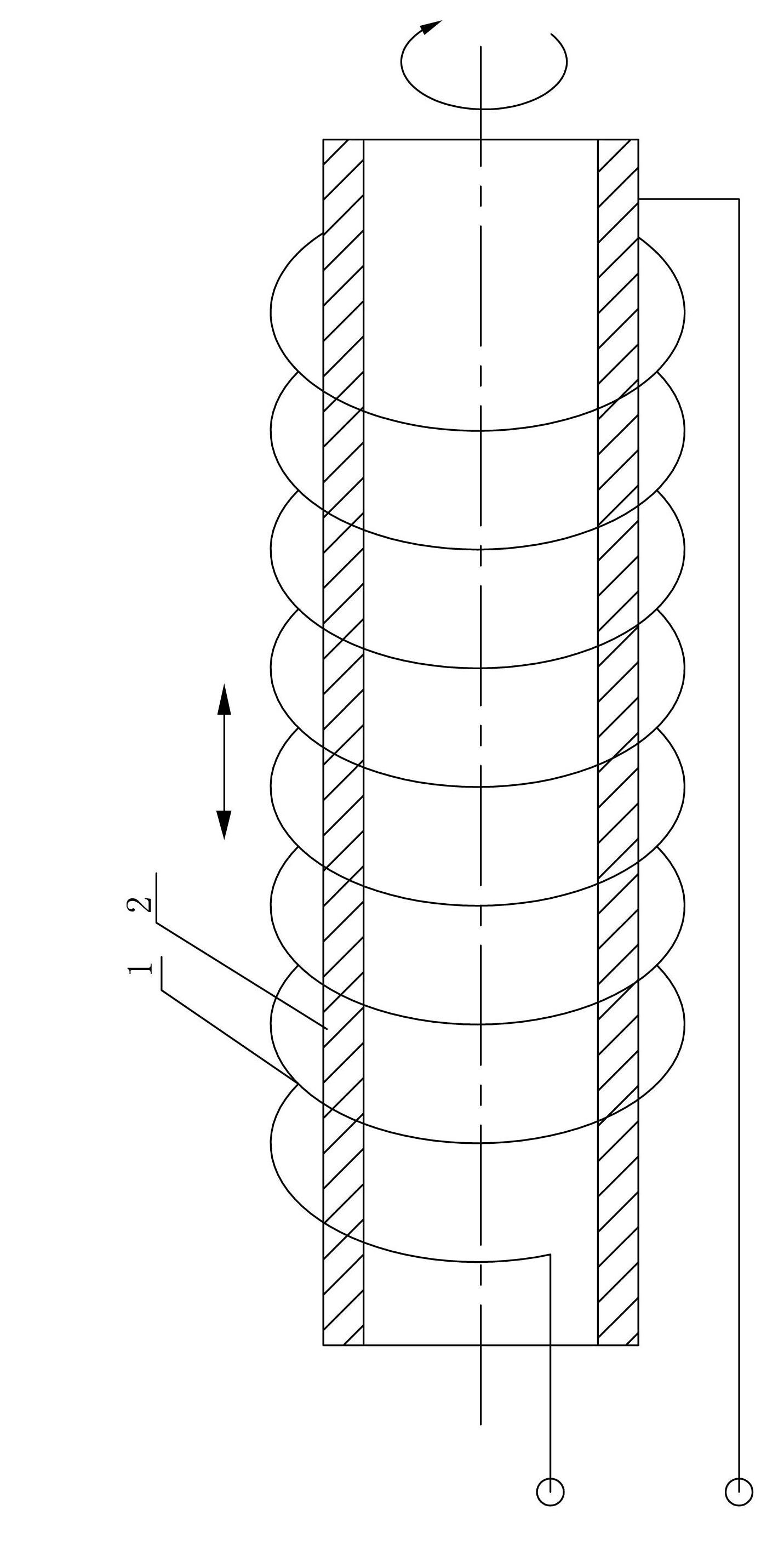
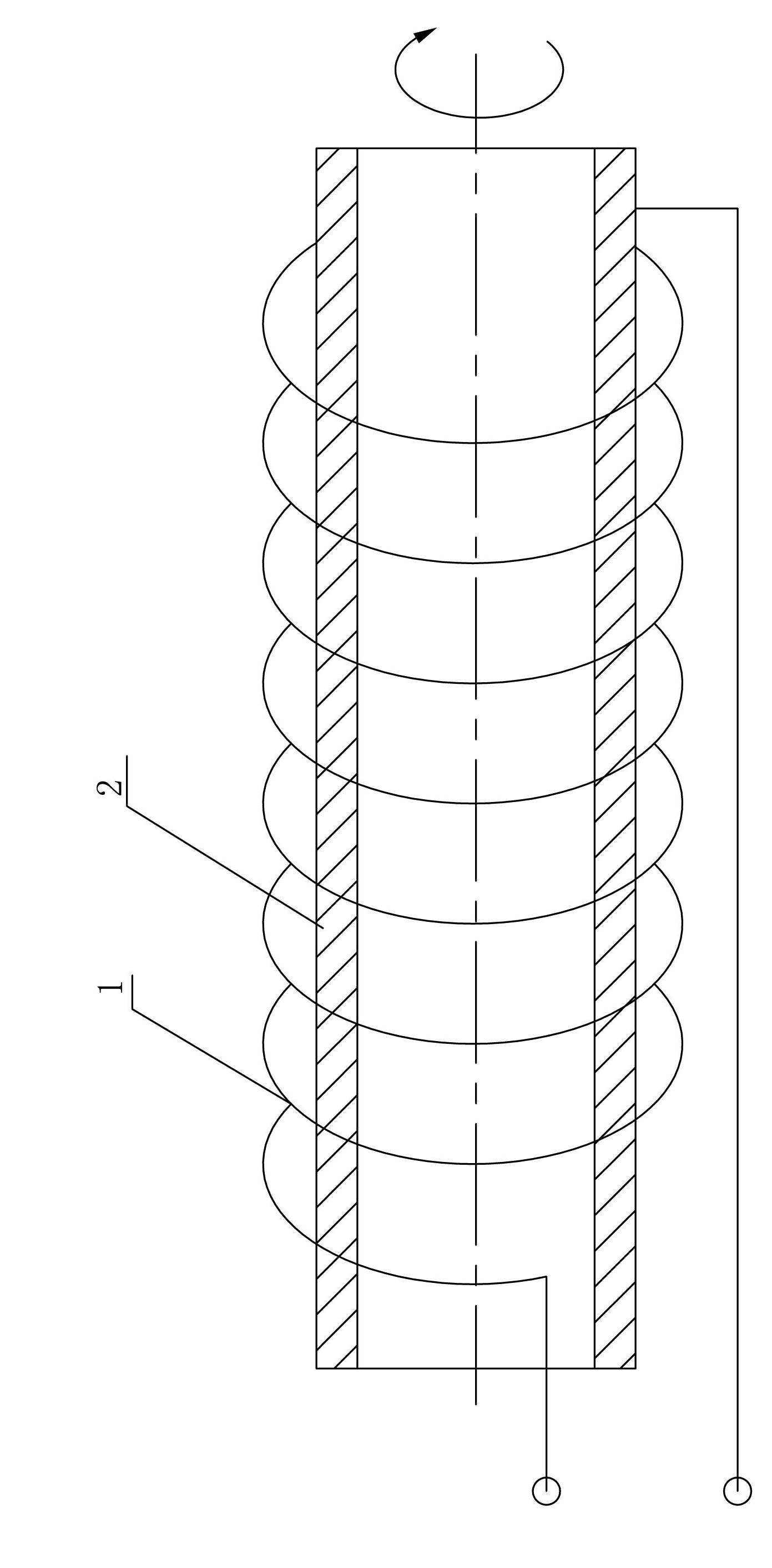
[0014] Specific implementation mode one: combine figure 1 To illustrate this embodiment, the specific steps of the rapid and uniform heating method for metal pipes in this embodiment are:
[0015] Step 1, placing the metal pipe 2 to be heated in the induction heating coil 1;
[0016] Step 2, the induction heating coil 1 is energized, and the metal pipe 2 starts to heat;
[0017] Step 3: During the heating of the metal pipe 2, the metal pipe 2 and the induction heating coil 1 make relative motion;
[0018] Step 4: After the heating temperature of the metal pipe 2 reaches 300° C. to 1100° C., stop heating, and remove the metal pipe 2 from the induction heating coil 1 .
[0019] In this embodiment, the relative movement between the metal pipe 2 and the induction heating coil 1 means that the metal pipe 2 makes relative movement (circumferential rotation and axial movement), and the induction heating coil 1 remains stationary; or the metal pipe 2 makes a circumferential rotation...
specific Embodiment approach 2
[0020] Specific implementation mode two: combination figure 1 Describe this embodiment, in the step 3 of this embodiment, the metal pipe 2 performs circumferential rotation and axial reciprocating linear motion, the rotation speed of the metal pipe 2 is 5 rpm to 30 rpm, and the axial movement speed is 5mm / s~20mm / s, the moving distance is 5mm~100mm. In this way, this embodiment adopts the method of circumferential rotation and axial movement, which can make the heating conditions of various parts on the metal pipe basically equal, and the circumferential rotation can make the metal pipe at a certain position in the circumferential direction obtain the same heating conditions. The circumferential heating temperature of the metal pipe is uniform, effectively avoiding the uniform distribution of the circumferential temperature of the metal pipe by repeatedly adjusting the distance between the metal pipe and the inner side of the coil in the induction heating coil; the axial recip...
specific Embodiment approach 3
[0021] Specific implementation mode three: combination figure 1 This embodiment is described. The difference between this embodiment and the second embodiment is: the rotation speed of the metal pipe 2 in step three is 18 rpm, and the axial movement speed is 10 mm / s. Such setting meets the design requirements and the forming needs of metal pipes. Others are the same as in the second embodiment.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More