

Vacuum lost foam casting process
A technology of vacuum lost foam and casting technology, applied in the field of metal casting, can solve the problems of porosity, shrinkage porosity, poor surface quality of casting cold insulation, etc., and achieve the effect of high yield, high quality of finished products and accurate size
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0036] The embodiments of the present invention will be described in detail below with reference to the accompanying drawings, but the present invention can be implemented in many different ways defined and covered by the claims.
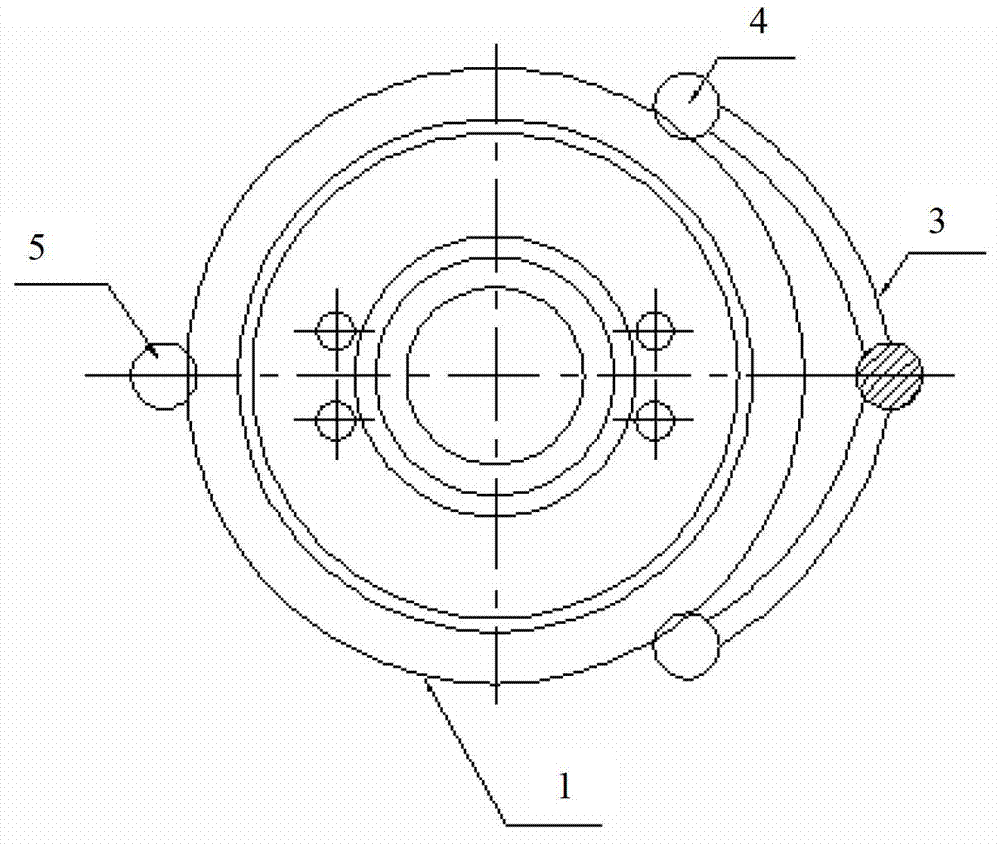
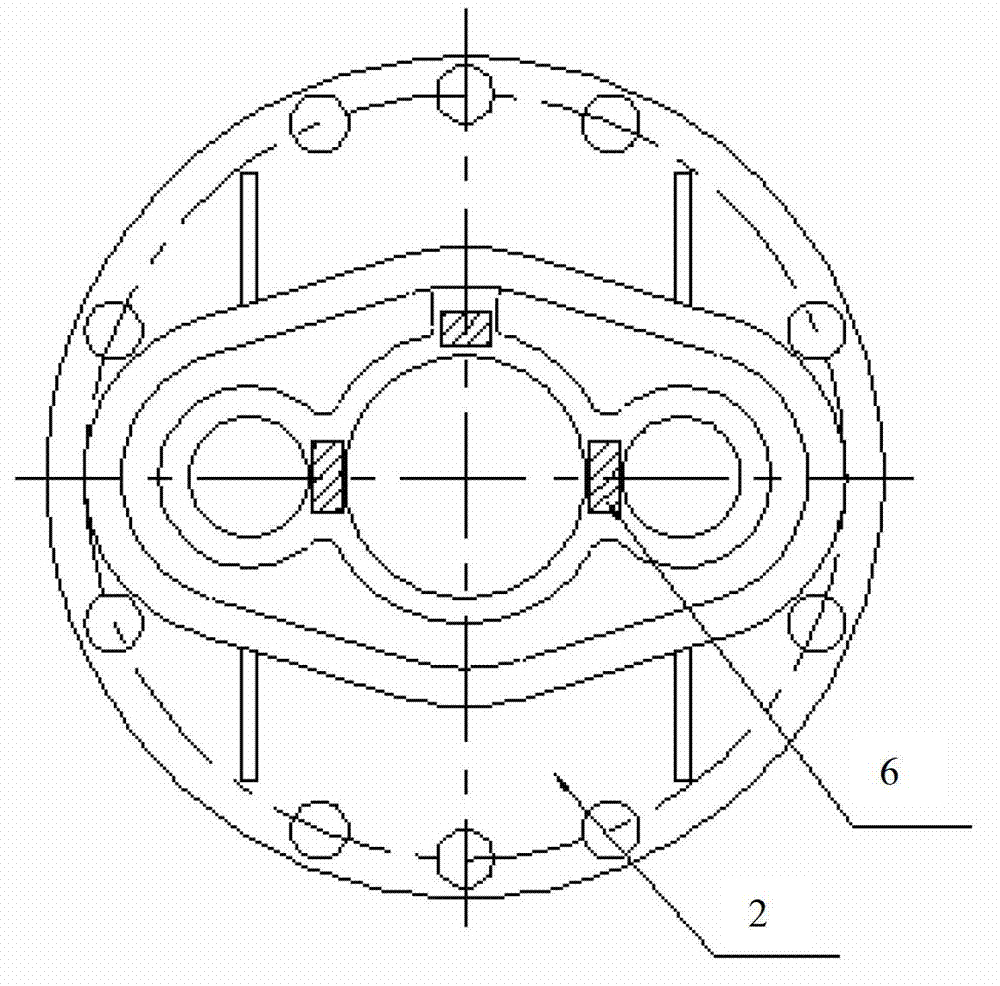
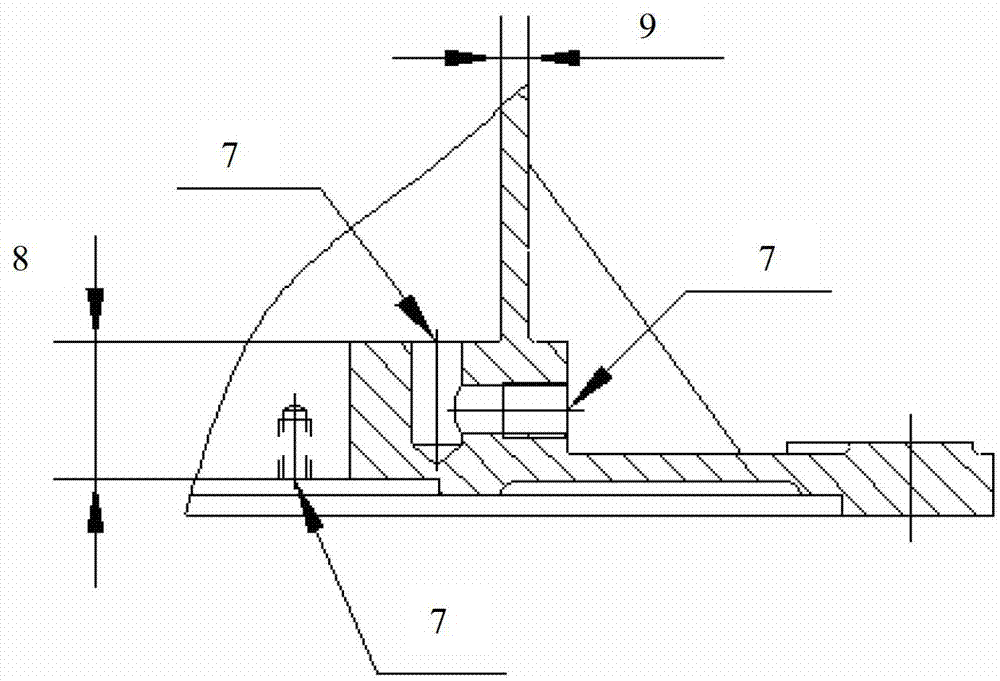
[0037] see Figure 4 , using the vacuum lost foam casting process of the present invention to cast such as figure 2 Shown casing 2, comprises the following steps:
[0038] S1: A cavity diaphragm with the same size and shape as the casting is formed by bonding foam sand particles.
[0039] S2: Set the slag discharge sheet 11, inner cooling iron 10 and drainage sheet on the cavity diaphragm; the specific steps are as follows:
[0040] S201: Place slag discharge sheets 11 made of foam material at intervals on the box wall of the casting cavity diaphragm.
[0041] In this embodiment, the slag discharge sheet 11 is a rectangular sheet, one side of the slag discharge sheet 11 of the rectangular sheet is flush with the top of the cavity diaphragm, and ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| length | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More