

Method and clamp for moulding surface positioning clamping of finish forge blade
A technology for positioning and clamping and blades, which is applied in the direction of positioning devices, clamping, and manufacturing tools, can solve problems such as blade deformation or damage, and achieve the effects of reduced processing time, good fluidity, and increased rigidity
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0049] This embodiment is a method for positioning and clamping of the precision forging blade profile. The specific process is:
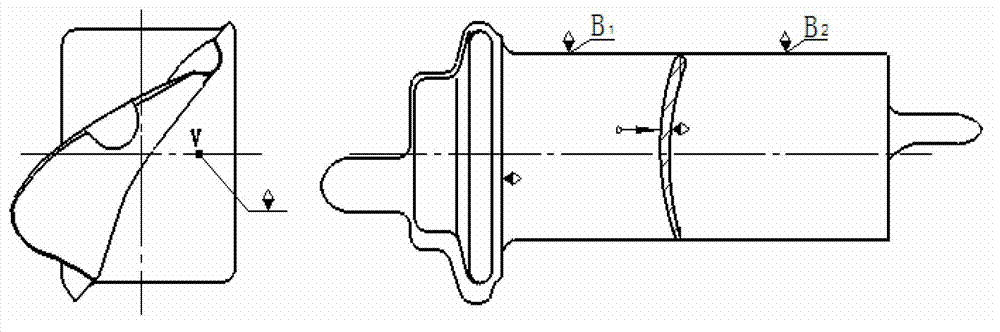
[0050] Step 1, pretreatment of the glued surface. On the blade pot profile positioning block and blade back profile clamping block of the fixture, a profile that is offset from 2 to 2.5mm outwards along the normal direction of the theoretical profile thickness is processed, and the profile surface that needs to be glued Napped.
[0051] Step 2, apply glue. Coat TS355 high-precision positioning glue on the surface of the leaf pot profile positioning block and leaf back profile clamping block of the fixture, and cure for 24 hours at room temperature. The coating thickness of the high-precision positioning glue is 3.5-4.5 mm. After the high-precision positioning glue is bonded and solidified with the blade basin profile positioning block and the blade back profile clamping block, the high-precision positioning glue coated on the jaws is processed to the...
Embodiment 2
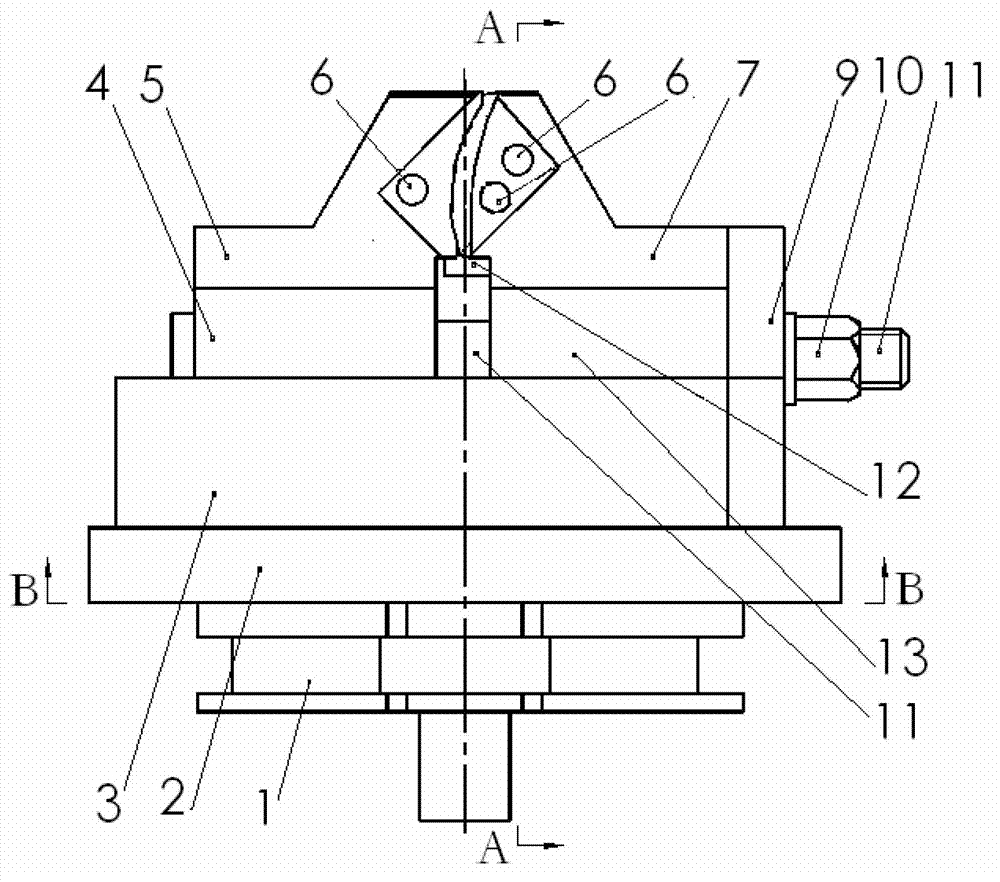
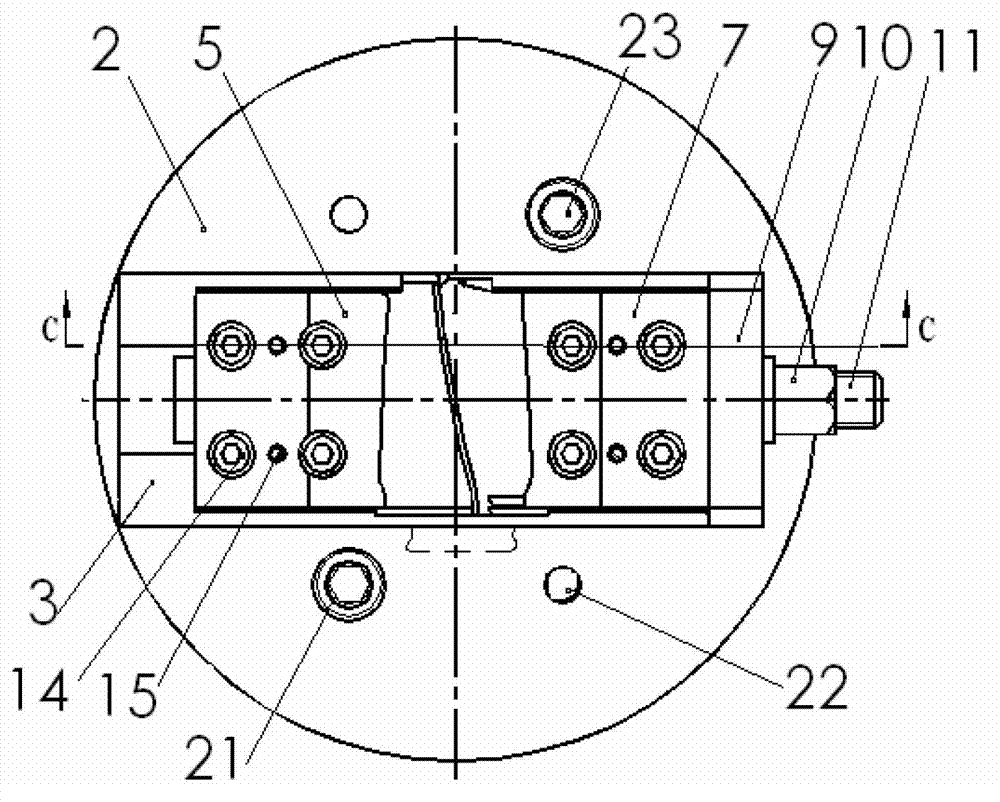
[0056] This embodiment is a clamp for positioning and clamping the blade profile for precision forging. Said clamp adopts a vise structure, including tray 1, bottom plate 2, guide rail 3, clamping guide block 4, leaf back profile clamping block 5, edge plate positioning pin 6, leaf basin profile positioning block 7, positioning Pin hole 8, baffle 9, clamping nut 10, tension rod 11, air inlet positioning pin 12, limit block 13, cylindrical pin 15, limit pin 16, guide plate 17, spring 18 and compression screw 19 .
[0057] Such as image 3 As shown, the pallet 1 is the connection between this embodiment and the machine tool. A bottom plate 2 is installed on the upper surface of the tray 1. The guide rail 3 is horizontally installed at the center of the upper surface of the bottom plate 2, and the longitudinal center line of the guide rail 3 is perpendicular to the machine tool spindle; the guide rail groove of the guide rail 3 is a T-shaped groove. The clamping guide block 4 is ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More