

Cold tandem mill strip steel edge trimming controlling method
A technology of a cold tandem rolling mill and a control method, which is applied to the rolling mill control device, metal rolling, metal rolling and other directions, can solve the problems of high cost and complicated process realization, and achieve the effect of eliminating the broken strip
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
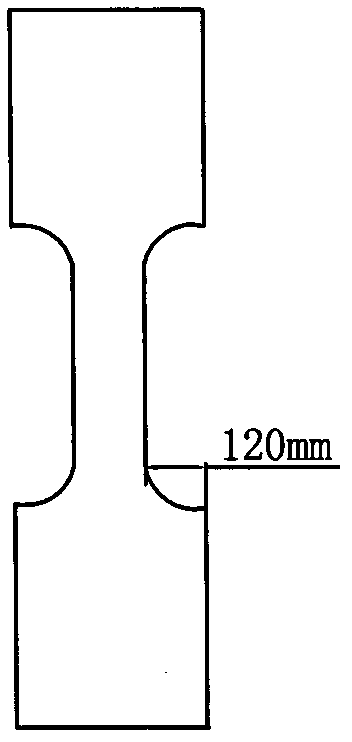
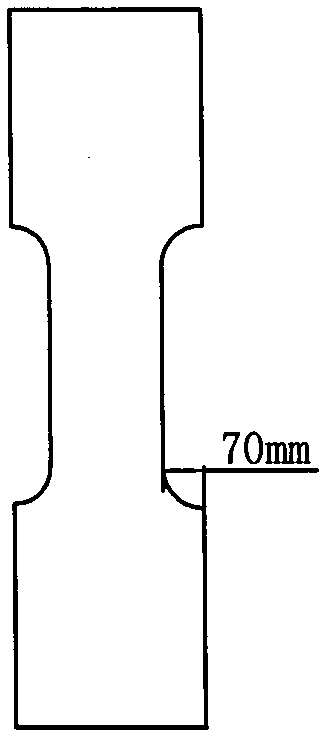
[0021] The strip edge trimming control method of the cold tandem rolling mill of this specific embodiment is, on the existing tandem cold rolling mill production line, utilize existing L1 basic control system and L2 process control system; figure 1 and figure 2 As shown, one is a small crescent punch with a punching depth of 70mm, and the other is a large crescent punch with a punching depth of 120mm; the crescent scissors and disc scissors are controlled as follows:
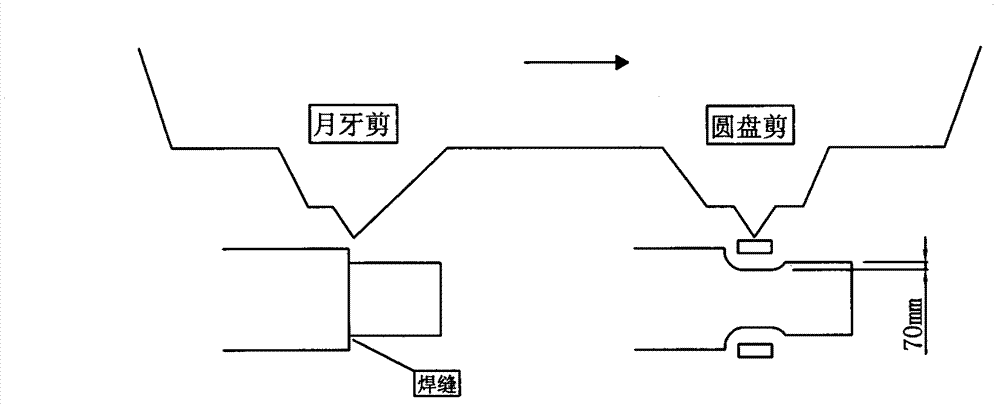
[0022] 1) if image 3 As shown, when the strip width difference before and after the welding seam is 0-75mm, control the crescent shears to perform small crescent edge punching at the weld seam, and control the disc shears to perform edge trimming at the weld seam;
[0023] 2) When the strip width difference before and after the weld is greater than 75mm,
[0024] like Figure 4 As shown, if the front and rear strips are narrow at the front and wide at the rear, control the crescent shears to perform small c...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More