Flash welding forming method of bearing steel thin-wall ring member
A bearing steel and thin-walled ring technology is applied in the field of flash welding forming of bearing steel thin-walled rings, which can solve the problems of scrapped welding parts, affecting the continuous progress of welding and welding seam quality, and flashing termination, etc., and achieves good performance.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
specific Embodiment approach
[0037] The main chemical element content (percentage by weight) of the alloy is: C content 0.17%~0.23%, Mn content 0.30%~0.60%, Si content 0.15%~0.40%, S content≤0.030%, P content ≤0.030%, Cr content 1.25%~1.75%, Ni content 3.25%~3.75%, Cu content ≤0.25, balance Fe.
[0038] The flash welding forming process steps of the alloy thin-walled ring are as follows:
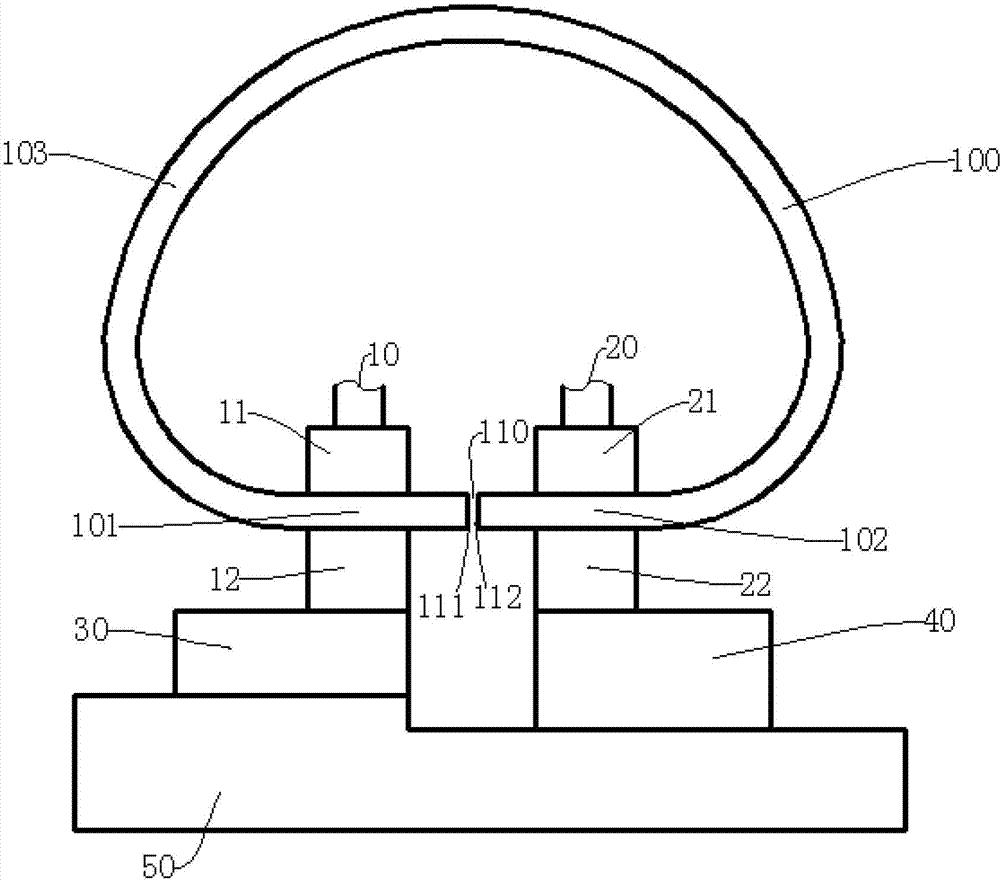
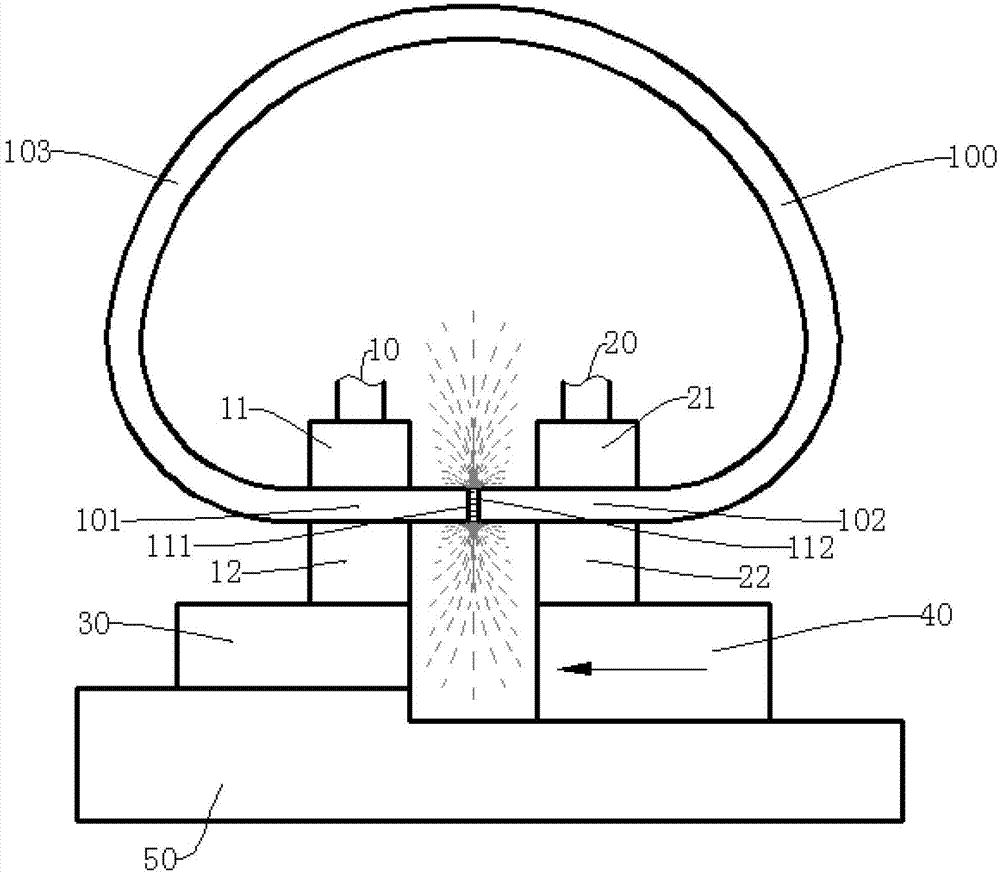
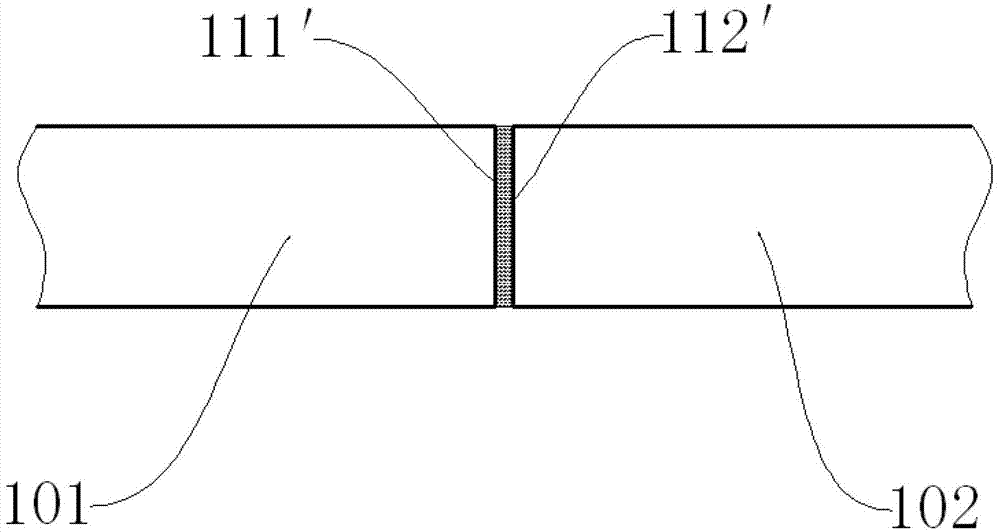
[0039] Step 1: Install the computer. like figure 1As shown, the G20Cr2Ni4 alloy D-shaped ring blank with openings is loaded into a flash butt welding machine with a power of 1000KVA. The D-shaped ring blank is composed of a left straight side 101, a right straight side 102 and an arc-shaped side 103. The side of the opening 110 corresponding to the left straight side 101 has a left end surface 111 , and the side corresponding to the right straight side 102 has a right end surface 112 . When installing, put the left straight edge 101 of the D-shaped ring blank into the left clamping device 10 of the flash butt welding...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More