

Hub sand core and low-pressure casting hub die
A technology for sand cores and hubs, which is applied in the field of hub sand cores and low-pressure casting hub molds, can solve problems affecting driving safety, exhaust plug clogging, failure to meet safety requirements, etc., to reduce production costs, simplify production procedures, Good exhaust effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0038] In order to enable those skilled in the art to better understand the technical solutions of the present invention, the present invention will be further described in detail below in conjunction with the accompanying drawings and specific embodiments. It should be noted that, in the case of no conflict, the embodiments of the present application and the features in the embodiments can be combined with each other.
[0039] In the following description, many specific details are set forth in order to fully understand the present invention. However, the present invention can also be implemented in other ways than described here. Therefore, the protection scope of the present invention is not limited by the specific implementation disclosed below. Example limitations.
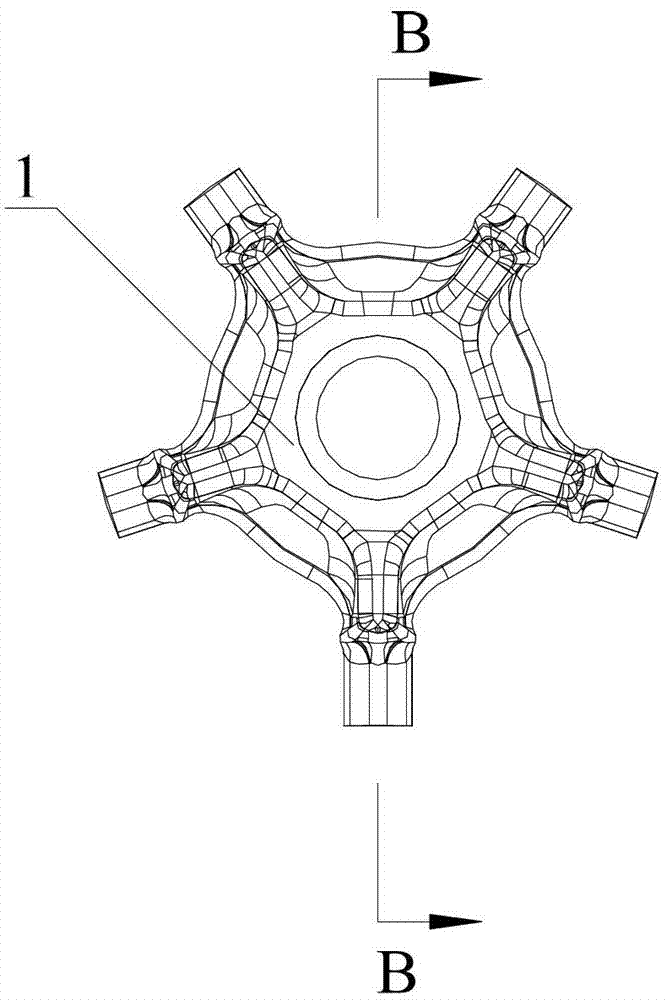
[0040] Such as Figure 5 and Figure 6 As shown, the present invention provides a hub sand core, including a sand core body 1, one end of the sand core body 1 is provided with a conical protrusion 11, and t...
PUM
| Property | Measurement | Unit |
|---|---|---|
| angle | aaaaa | aaaaa |
| angle | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More