Device and method for creating and/or for transporting a layer transport flow of flat, flexible objects
A flexible object and sheet flow technology, applied in the directions of transportation and packaging, sending objects, object supply, etc., can solve the problems of flexibility impact, increase system cost and cost, etc., and achieve the effect of flexible use
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0058] In the above icons, the same numerals represent the same parts or parts with the same function; in order to ensure the clarity of the views, not all the numerals are marked in one view.
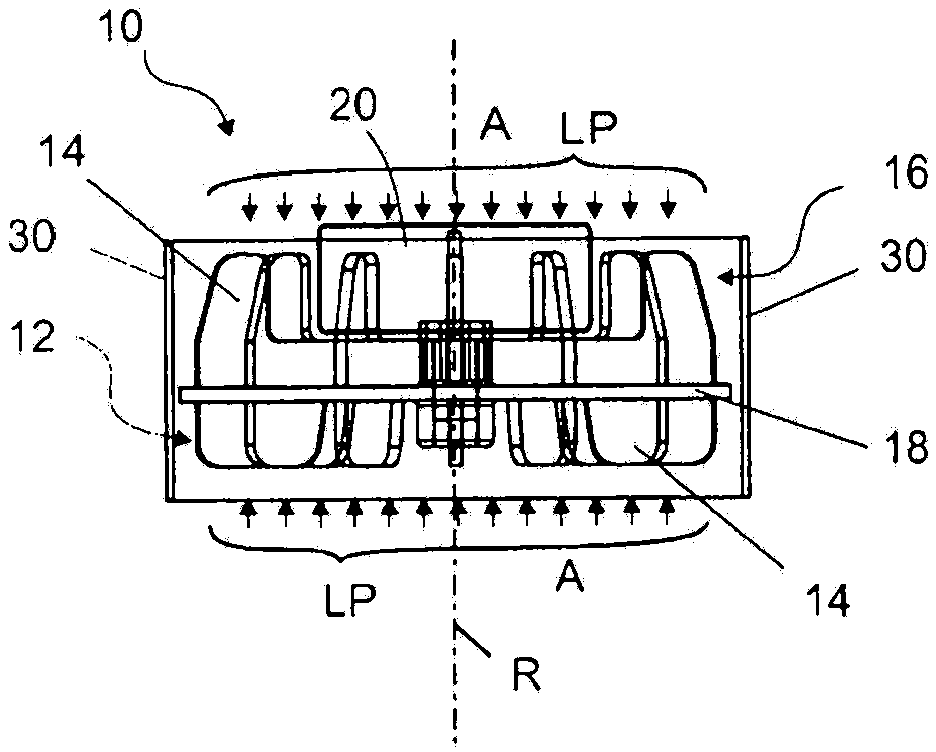
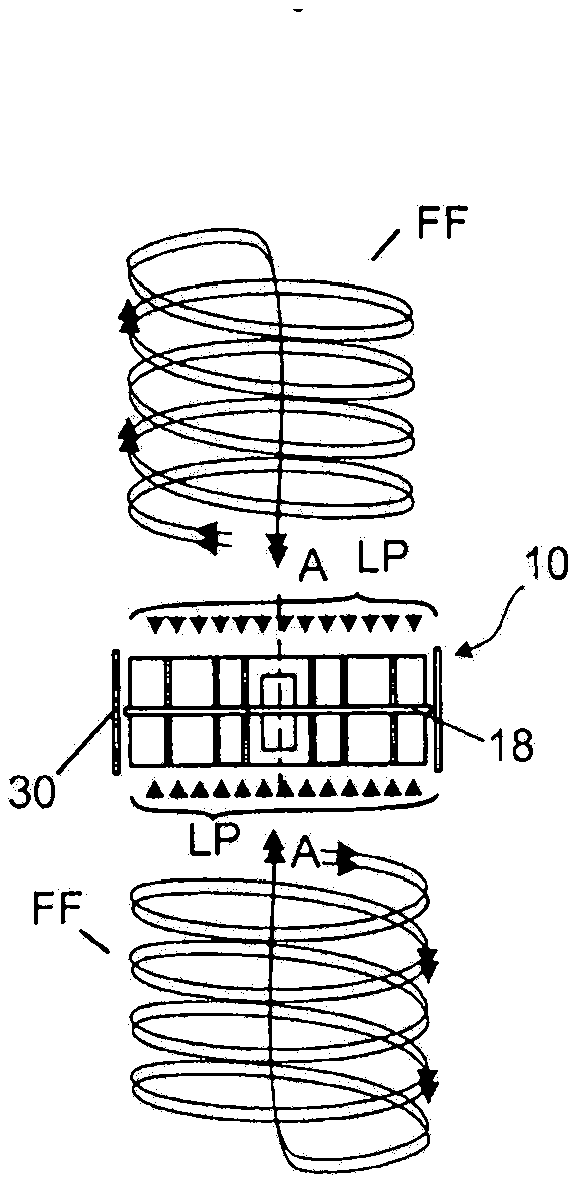
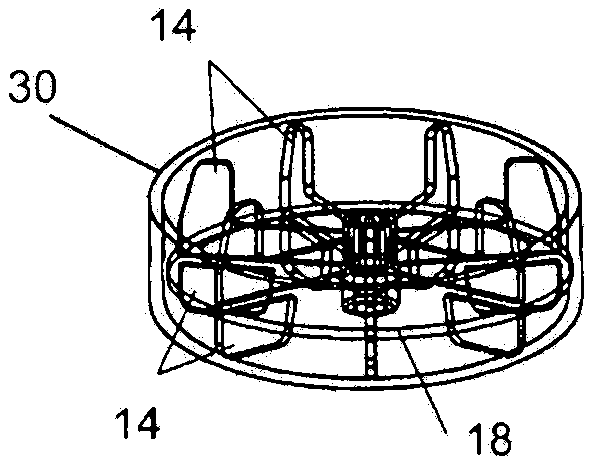
[0059] figure 1 The Vortex suction cup 10 shown is equipped with an undermounted impeller 12 driven by an electric motor 20 . The undermount impeller 12 has a spacer 18 and a plurality of blades extending radially to the spacer assembly 18 . The blades 14 and spacer assembly 18 rotate about an axis R of rotation. Another similar configuration is an overhead impeller 16 with blades 14 extending to an opposite side spacer assembly 18 . Among the configurations of the above two impellers 12 , 16 , the top-mounted impeller 16 is preferred, which is beneficial to the cooling of the motor 20 . The isolation assembly 18 can be installed symmetrically between the upper-mounted impeller 16 and the lower-mounted impeller 12; the upper-mounted configuration is preferred, and the upper-mounted ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Spacing | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More 
PatSnap Eureka turns technology decisions into work you can execute. Powered by our Innovation Knowledge Graph, it runs expert workflows across engineering, life sciences, materials and intellectual property. Get your review-ready output in minutes.



