

Method for controlling strip shape of cold-rolled strip steel
A control method and strip shape technology, which is applied in the field of cold-rolled strip steel, can solve the problem of inability to obtain the optimal control output of tilting roll device, work roll bending device, intermediate roll bending device, and mechanical component wear plate shape control effect , actuator saturation and other issues, to achieve the effect of eliminating actuator saturation, improving the quality of cold-rolled strip shape control, and reducing the amount of calculation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0035] The present invention will be further described below in conjunction with the accompanying drawings and embodiments.
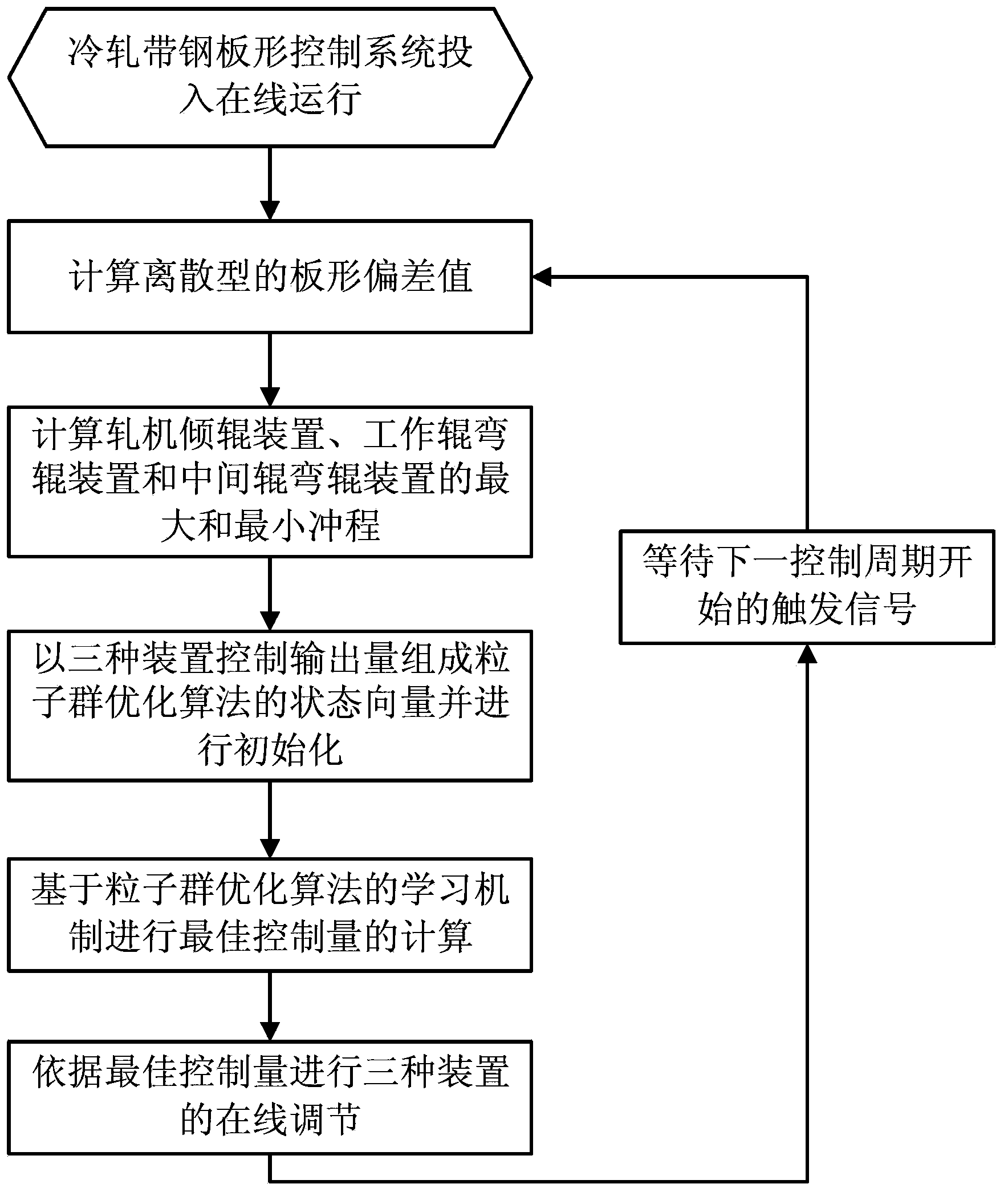
[0036] figure 1 It is a flowchart of an embodiment of the present invention, and it includes the following steps:
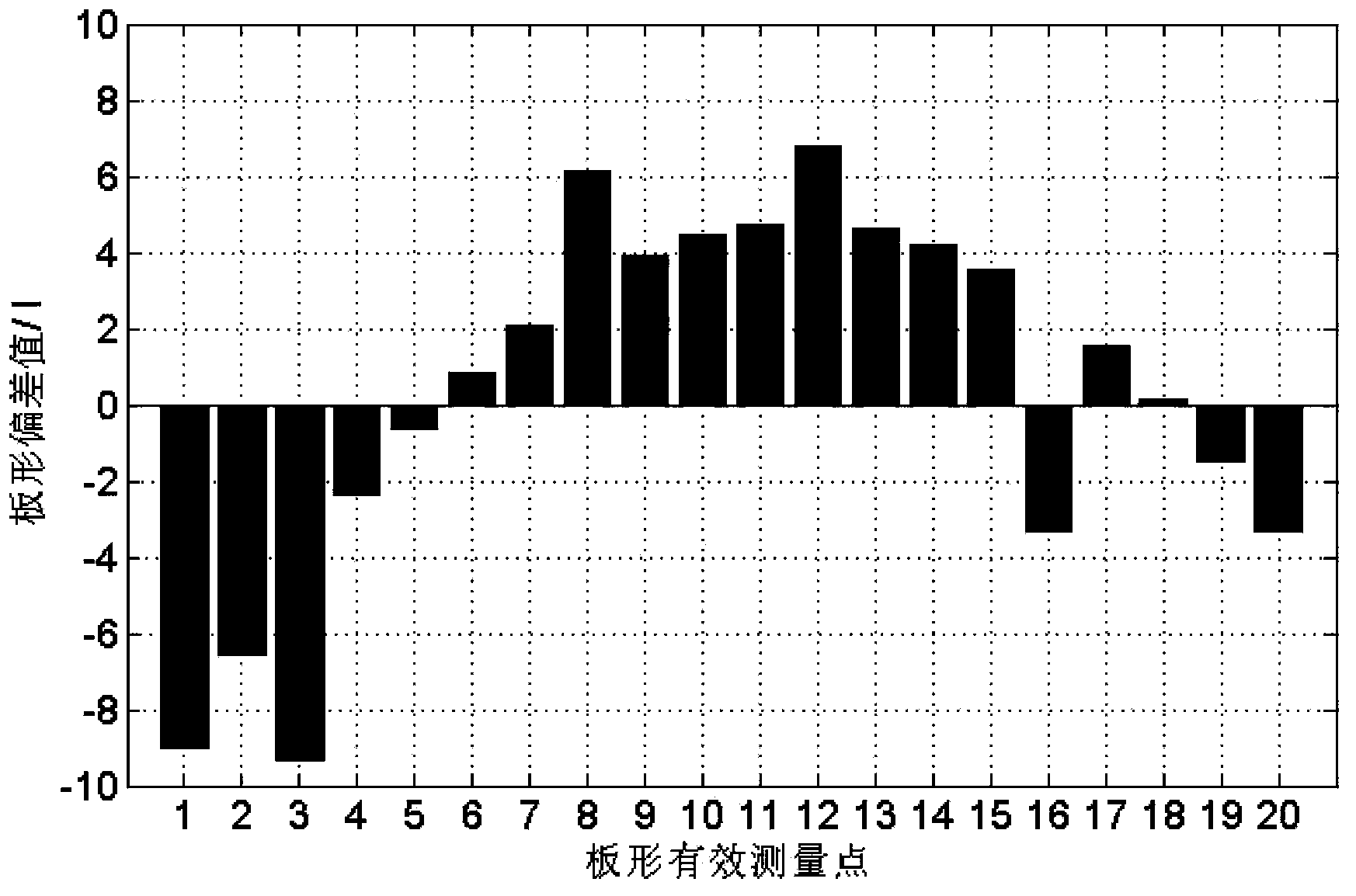
[0037] 1) Receive the target flatness distribution signal set according to the rolling process requirements and the actual flatness distribution signal measured online by the contact flatness meter installed on the exit side of the rolling mill, and calculate the difference between the two to obtain a discrete The plate shape deviation value δ i , i=1,2,...,n, where n is the number of effective measuring points for the plate shape;
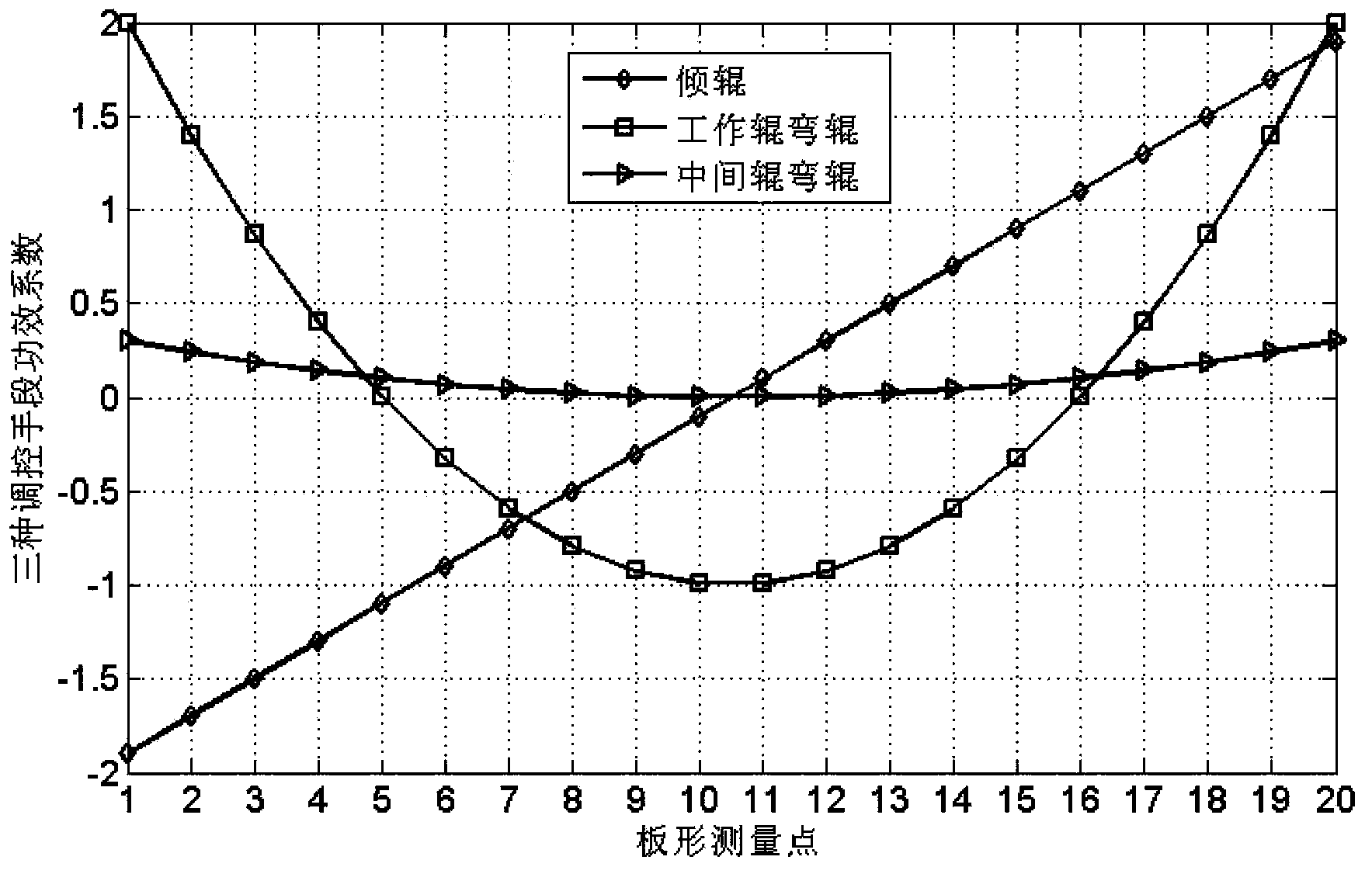
[0038] 2) Receive the real-time position signals of the three devices of rolling mill tilting device, work roll bending device and intermediate roll bending device, and consider the action limits of the three devices and the limit position constraints of the three devices in a single control cycle, according...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More