

Isothermal forging forming die and method for 7075 aluminum alloy tapered casing
A technology for isothermal die forging and forming dies, which is applied in the direction of manufacturing tools, metal processing equipment, forging/pressing/hammer devices, etc., can solve problems such as streamline disorder, surface coarse grain defects, and forming difficulties, and achieve improved die design, The effect of high production efficiency and reduction of machining workload
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
specific Embodiment approach 1
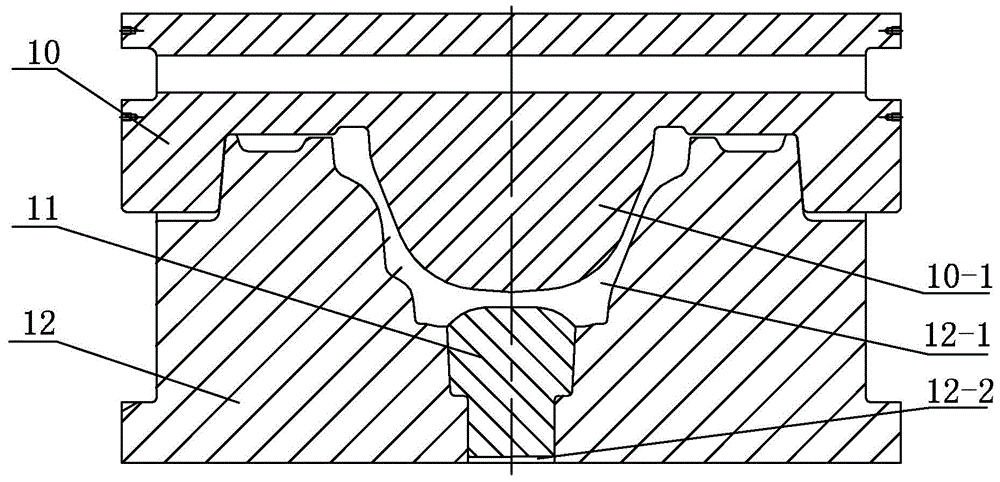
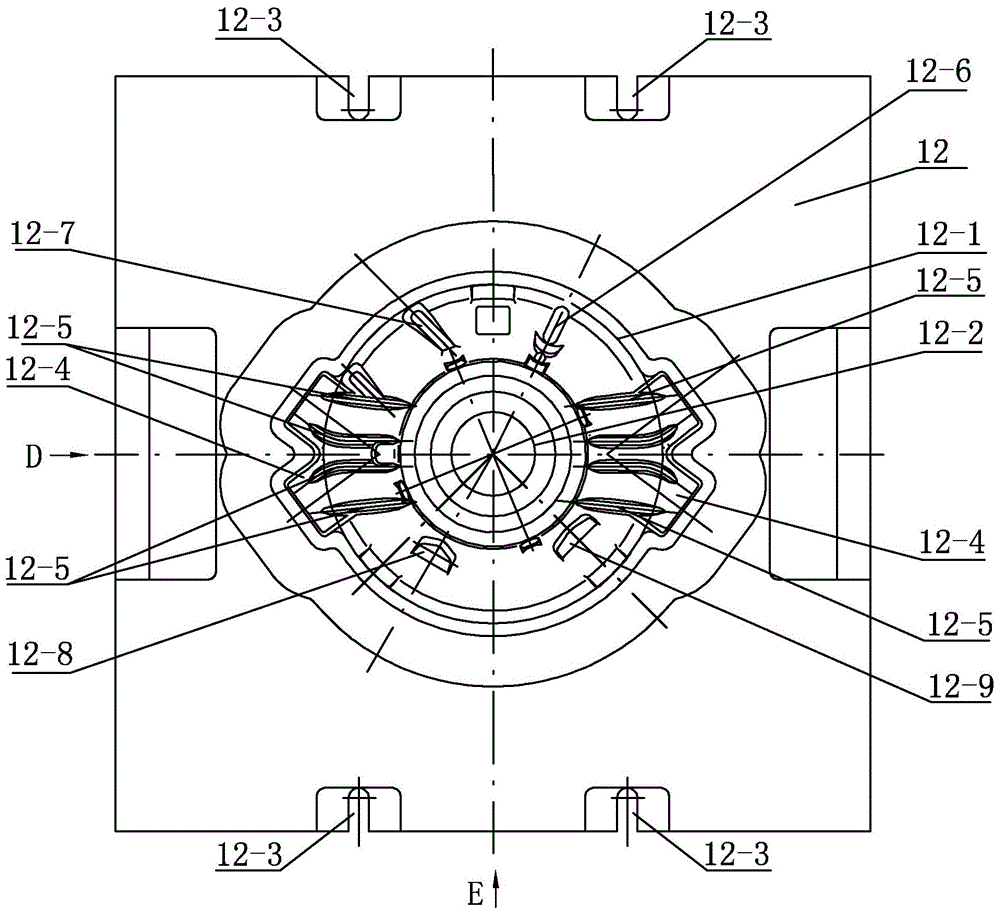
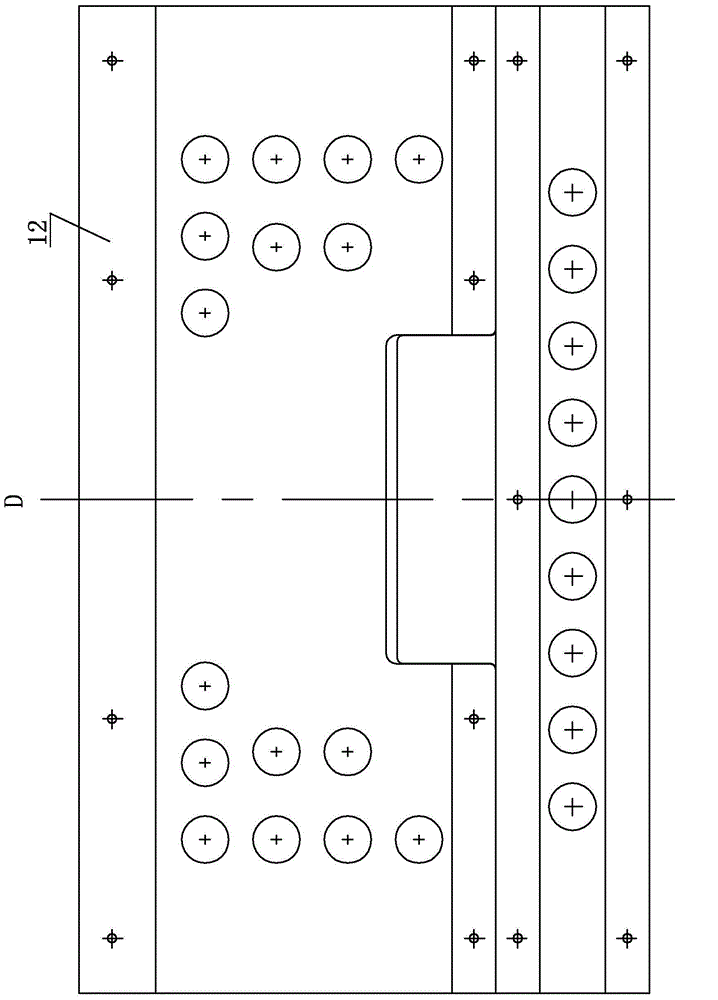
[0023] Specific implementation mode one: combine Figure 1-Figure 4 To illustrate this embodiment, a 7075 aluminum alloy conical casing isothermal die forging forming die of this embodiment includes an upper die 10, a push rod 11 and a lower die 12, and the middle part of the upper surface of the lower die 12 is sequentially processed from top to bottom Die cavity 12-1 and ejection hole 12-2 are arranged, and die cavity 12-1 and ejection hole 12-2 run through, and the shape of die cavity 12-1 is conical, and the middle part of the lower surface of upper mold 10 is processed with The punch 10-1 matched with the cavity 12-1 is provided with four lug grooves 12-4 on the edge of the upper surface of the lower die 12, of which two lug grooves 12-4 are placed against each other, and the remaining two The lug grooves 12-4 are placed against each other, the two lug grooves 12-4 and the remaining two lug grooves 12-4 are arranged oppositely, and eight lug grooves are arranged on the inne...
specific Embodiment approach 2
[0025] Specific implementation mode two: combination figure 2 To describe this embodiment, the side of the upper mold 10 of this embodiment is provided with an upper clamping groove, and the side of the lower mold 12 is provided with a lower clamping groove 12-3. Such setting facilitates die clamping and fixing of the upper die 10 and the lower die 12, and facilitates the final forging of the conical casing forging.
specific Embodiment approach 3
[0026] Specific implementation mode three: combination Figure 1-Figure 17 This embodiment is described. In this embodiment, the isothermal die forging forming method of 7075 aluminum alloy conical casing is realized by using the isothermal forging forming die of embodiment one or two. The 7075 aluminum alloy conical casing is isothermal forging forming The method is realized according to the following steps: 1. Blank making: put the cylindrical 7075 aluminum alloy blank into a box-type heating furnace and heat it to 100-150°C, then take it out and spray graphite emulsion solution evenly on its surface, and then The billet sprayed with the graphite emulsion aqueous solution is put into a box-type heating furnace and heated to 420°C-440°C, and kept warm for 2.5-3.5 hours. The surface of the cavity of the anvil upsetting mold is uniformly sprayed with graphite emulsion solution, and then the flat anvil upsetting mold sprayed with graphite emulsion solution is heated to 420-430°C...
PUM
| Property | Measurement | Unit |
|---|---|---|
| tensile strength | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More