Method for welding vacuum electron beam of stainless steel cylinder body
A technology of vacuum electron beam and stainless steel cylinder, applied in electron beam welding equipment, welding equipment, metal processing equipment and other directions, can solve the problems such as the inability to realize the overall processing of the cylinder body and the residual height difference on the back of the welding seam.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
example
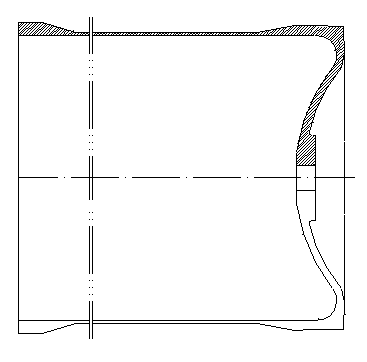
[0025] The present invention is implemented on a certain type of fuel tank cylinder, the outer diameter of the part to be welded is 212mm, the wall thickness of the cylinder to be welded is 6.45mm, the material grade is 00Cr19Ni11, and the structural form of the fuel tank cylinder is as attached figure 1 shown. The specific method is as follows:
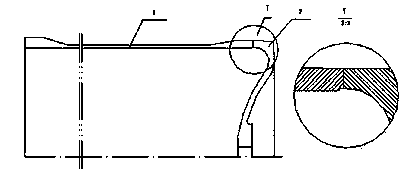
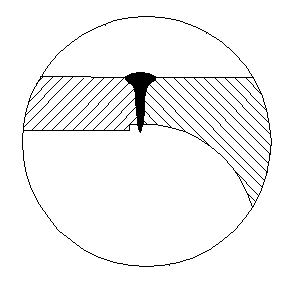
[0026] Joint processing: welded joints are processed as attached figure 2 structure shown.
[0027] Cleaning of the parts to be welded on the shell: Grind the parts to be welded on the shell with sandpaper (the width is not less than 10mm), and polish to a metallic luster without scale and rust spots, and then clean the parts to be welded on the shell with absolute alcohol.
[0028] Assembling: Assemble the spinning cylinder and head to be welded together. The amount of misalignment is required to be ≤0.15mm, and the cylinder components are tightened and fixed with assembly tools, and the assembly gap at the butt joint is controll...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More