

X 60 pipeline steel with thickness of 16-25 mm and production method of pipeline steel
A production method and pipeline steel technology, which is applied in the field of pipeline steel production, can solve the problems of general material deformation ability, small shaping range, and few adopters, so as to reduce the Bauschinger effect, improve the purity of molten steel, and reduce the Bauschinger effect. low grid effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
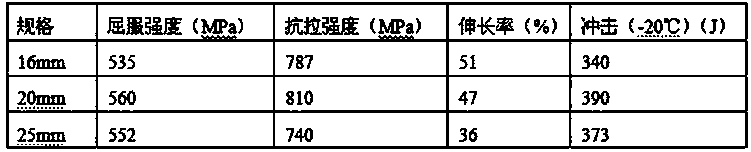
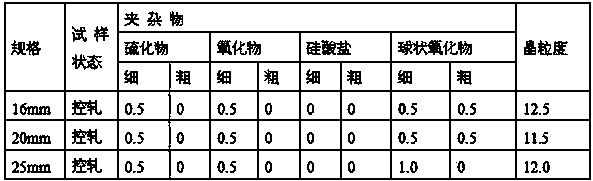
[0029] In this embodiment, the production of 16mm thick X60 pipeline steel is taken as an example, and the above-mentioned specific production method is adopted for production. The rolling temperature is 950°C; the final rolling temperature in the first stage is 975°C, the starting rolling temperature in the second stage is 880°C, and the second stage adopts small reduction rolling to ensure the original plate shape, and the final rolling temperature is 800°C; the steel plate is rolled into ACC for Rapid cooling, the water inlet temperature is 760°C, the red return temperature is 480°C, and the cooling rate is controlled at 16°C / s.
Embodiment 2
[0031] In this embodiment, the production of 20mm thick X60 pipeline steel is taken as an example, and the above-mentioned specific production method is adopted for production. The rolling temperature is 1100°C; the final rolling temperature in the first stage is 975°C, the starting rolling temperature in the second stage is 900°C, the second stage adopts rolling under small reduction to ensure the original plate shape, and the final rolling temperature is 830°C; the steel plate is rolled into ACC for Rapid cooling, the water inlet temperature is 775°C, the redness temperature is 490°C, and the cooling rate is controlled at 17°C / s.
Embodiment 3
[0033] In this embodiment, the production of 25mm thick X60 pipeline steel is taken as an example, and the above-mentioned specific production method is adopted for production. The rolling temperature is 1150°C; the final rolling temperature in the first stage is 1000°C, the starting rolling temperature in the second stage is 920°C, and the second stage is rolled under a small reduction to ensure the original plate shape, and the final rolling temperature is 860°C; the steel plate is rolled into ACC for Rapid cooling, the water inlet temperature is 790°C, the red return temperature is 520°C, and the cooling rate is controlled at 18°C / s.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More