

Method for machining thin-wall shell part with inner and outer teeth
A thin-walled shell and parts processing technology, which is applied in the direction of metal rolling, can solve the problems of equipment maintenance, high maintenance costs, high batch production cost of gear punching process, and poor surface quality of parts, etc., to achieve low production cost and good forming The effect of small force and high production efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0019] As an embodiment of the present invention, such as Figure 1 to Figure 4 As shown, a method for processing thin-walled shell parts with internal and external teeth includes the following steps:
[0020] Step A: Processing the flat plate blank into a cup-shaped prefabricated blank 2, the wall thickness of the cup-shaped prefabricated blank 2 is the same as the wall thickness of the formed thin-walled shell part with internal and external teeth. In this embodiment, as a preference, the cup The processing of the shape prefabricated blank 2 adopts the drawing process, and of course other processes can also be used, such as spinning forming process, machining process and extrusion process.
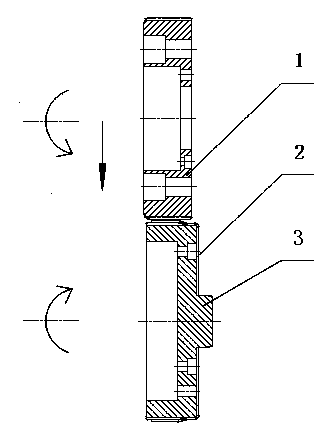
[0021] Step B: Make a pair of intermeshing gears for forming the internal and external teeth of the thin-walled shell parts with internal and external teeth, wherein the gear used for forming the internal teeth of the thin-walled shell parts with internal and external teeth is the idler ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More