

Welding method of CO2 gas shielded welding for solid welding wire with diameter of phi 1.6
A technology of gas shielded welding and welding methods, applied in the direction of welding medium, welding equipment, welding equipment, etc., can solve the problems of unguaranteed welding quality, unadaptable welding parameters, difficult operation, etc., so as to ensure welding efficiency and welding quality Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1-6
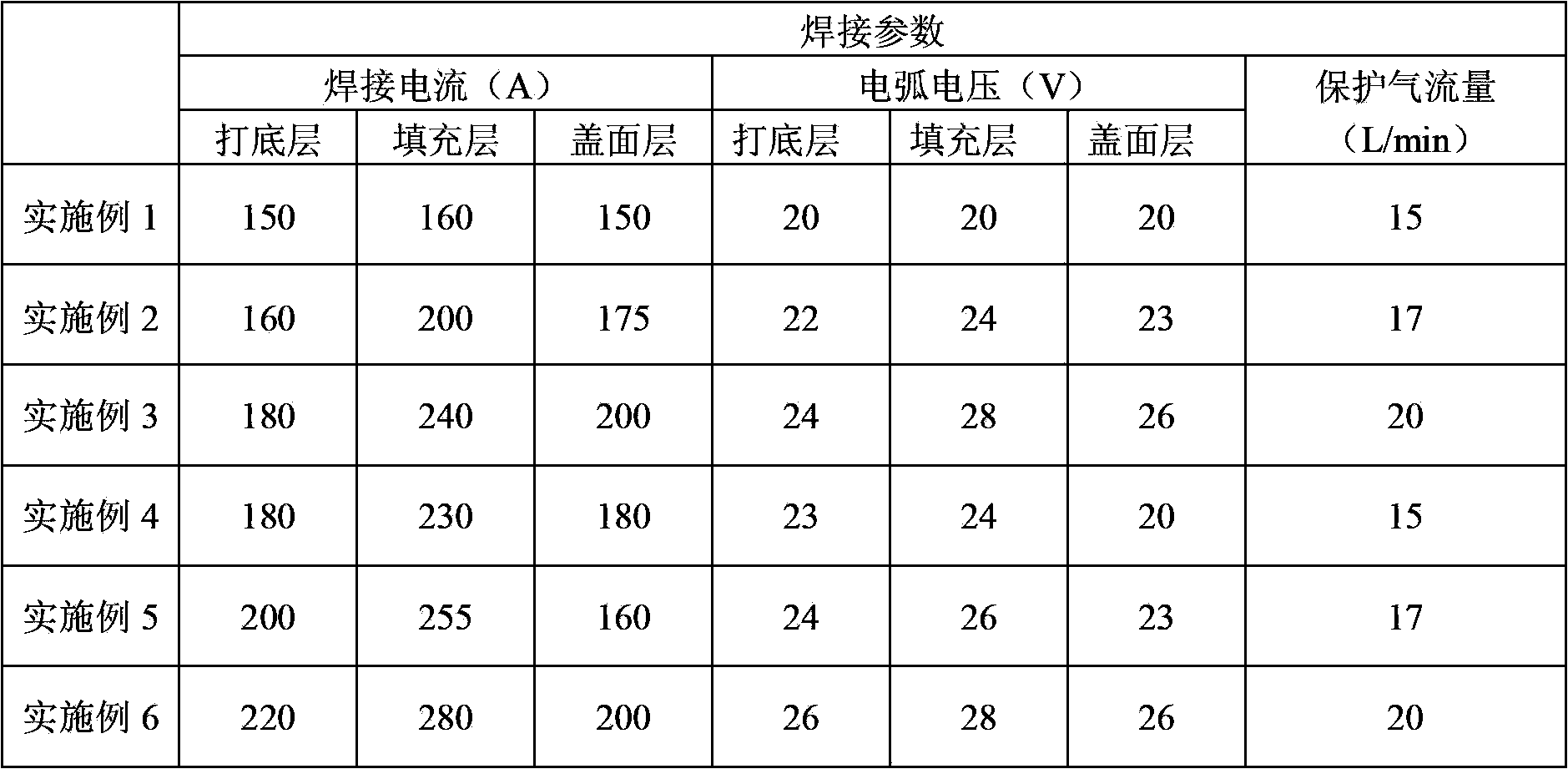
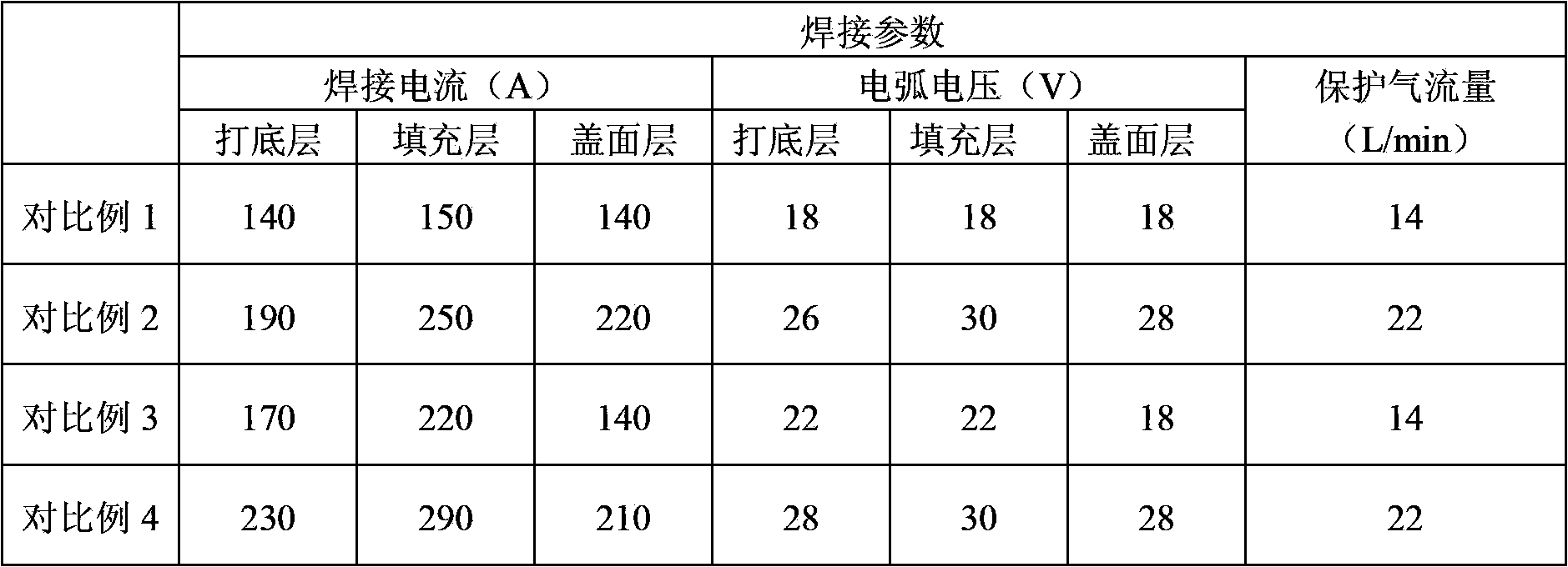
[0032] Use Φ1.6 solid core wire for CO 2 Gas shielded welding, the workpiece to be welded is a Q345B plate with a thickness of 40mm, the welding equipment is NB-630, and the welding wire grade is H08Mn2SiA. The welding process sequentially includes a welding primer layer, a welding filling layer and a welding capping layer. In Examples 1-3, the welding method of vertical welding is adopted, X-shaped grooves (double-sided gaps) are set up, the gaps reserved between the welding workpieces are 3mm, 4mm, and 5mm, and the number of welding layers is 6 layers (3 layers on one side) ); In the embodiment 4-6, the welding method of horizontal welding is adopted, and a K-shaped groove is set up. 14 (7 on one side) and 16 (8 on one side), the number of welding layers is 6 (3 on one side); see Table 1 for the selection of welding current, arc voltage and shielding gas flow during welding.
[0033] Table 1
[0034]
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More