

A kind of preparation method of extra-thick alloy steel plate
A technology of alloy steel plate and alloy steel, which is applied in the field of preparation of extra-thick alloy steel plate, can solve problems such as easy cracking, high crack sensitivity of weld seam, and reduced yield of alloy extra-thick plate, so as to save welding time and avoid cracks Sensitivity, yield improvement effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0033] Take S50C die steel as an example, its carbon equivalent is ~0.7%.
[0034] (1) Surface treatment: Select two S50C mold steel continuous casting slabs with a single billet size of 3m×2m×200mm. The cast slab passes through a high-frequency alternating current demagnetization coil to make the residual magnetism of the continuous casting slab ≤ 3mT, and finally uses a milling machine to remove the rust layer and oxide layer on the entire interface of the continuous casting slab to be compounded, so that the cleaned continuous casting slab The height difference between the highest point and the lowest point of the slab to be combined interface is ≤1mm, the milling depth of the side is ≥10mm, and the welding position is reserved, and the single-sided size deviation of each side of the two continuous casting slabs is ≤5mm;
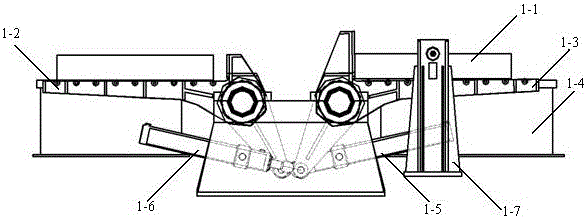
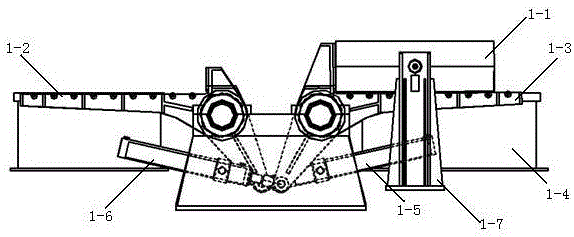
[0035] (2) Turning and alignment: place two surface-treated continuous casting slabs 1-1 with the interface to be compounded upwards, place one on the st...
Embodiment 2
[0041] Take 15CrMoRH medium-temperature hydrogen-facing steel as an example, and its carbon equivalent is >0.3%.
[0042] (1) Surface treatment: Select two continuous casting slabs of 15CrMoRH medium-temperature hydrogen-prone steel with a single billet size of 2.5m×1.5m×180mm. The processed continuous casting slab passes through a demagnetization coil with high-frequency alternating current, so that the residual magnetism of the continuous casting slab is ≤3mT, and finally the rust layer and oxide layer on the entire interface of the continuous casting slab to be compounded are removed by milling machine, so that after cleaning The height difference between the highest point and the lowest point of the continuous casting slab to be combined interface is ≤1mm, the milling depth of the side is ≥10mm, and the welding position is reserved, and the single-sided size deviation of each side of the two continuous casting slabs is ≤5mm;
[0043] (2) Turning and alignment: place two su...
Embodiment 3
[0049] Take Q345E low-alloy structural steel as an example, and its carbon equivalent is less than 0.3%.
[0050] (1) Surface treatment: Select two Q345E low-alloy structural steel continuous casting slabs with a single billet size of 3m×2m×225mm. The final continuous casting slab passes through a demagnetization coil with high-frequency alternating current to make the residual magnetism of the continuous casting slab ≤ 3mT. Finally, the milling machine is used to remove the rust layer and oxide layer on the entire interface of the continuous casting slab to be compounded, so that the cleaned The height difference between the highest point and the lowest point of the continuous casting slab to be combined interface is ≤1mm, the milling depth of the side is ≥10mm, and the welding position is reserved, and the single-sided size deviation of each side of the two continuous casting slabs is ≤5mm;
[0051] (2) Turning and alignment: place two surface-treated continuous casting slab...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More