

Eccentric check reducer forging method
An eccentric tube, one-way technology, applied in the field of metal forging, can solve the problems of inconvenient installation, increased cost, material waste, etc., and achieves the effects of high production efficiency, qualified performance, and avoidance of rod deformation.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
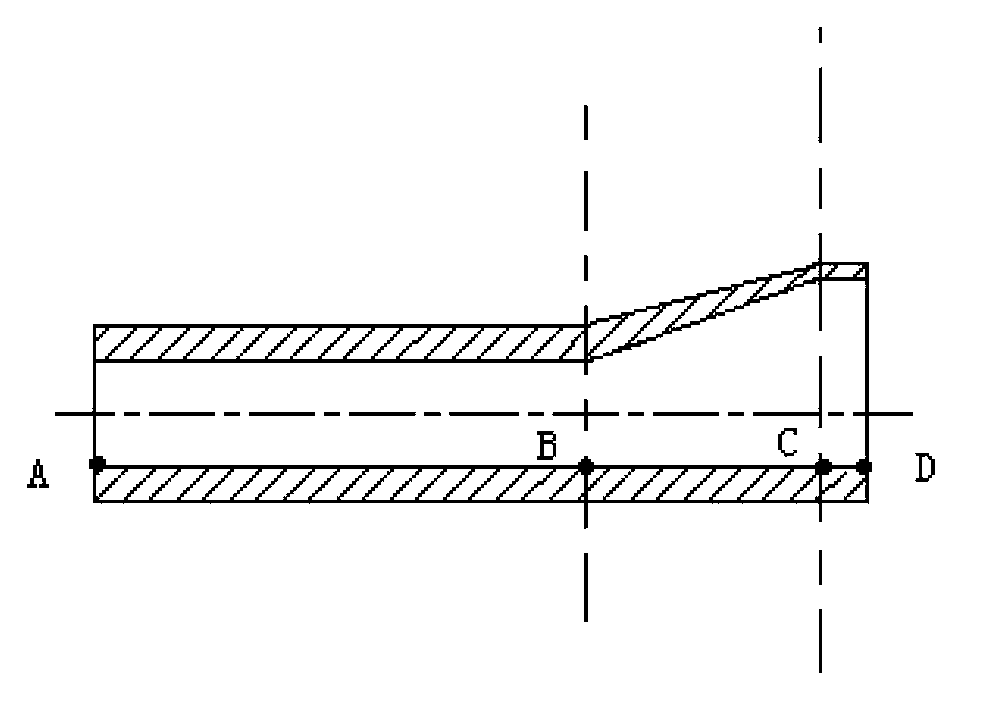
[0019] The present invention will be described in further detail below by taking the forging of a unidirectional eccentric tube with a different diameter of 40Cr as an example:
[0020] Such as figure 1 Shown: The length of the one-way eccentric tube with different diameters is AD 560MM, the forming part is BD 180MM, and the outer diameter of the rod is the inside diameter of The maximum size of the outer hole of the forming part is 178MM, and the minimum size is 109MM; the maximum size of the inner hole is 150MM, and the minimum size is 53MM.
[0021] A method for forging a one-way eccentric tube with different diameters, comprising the following steps:
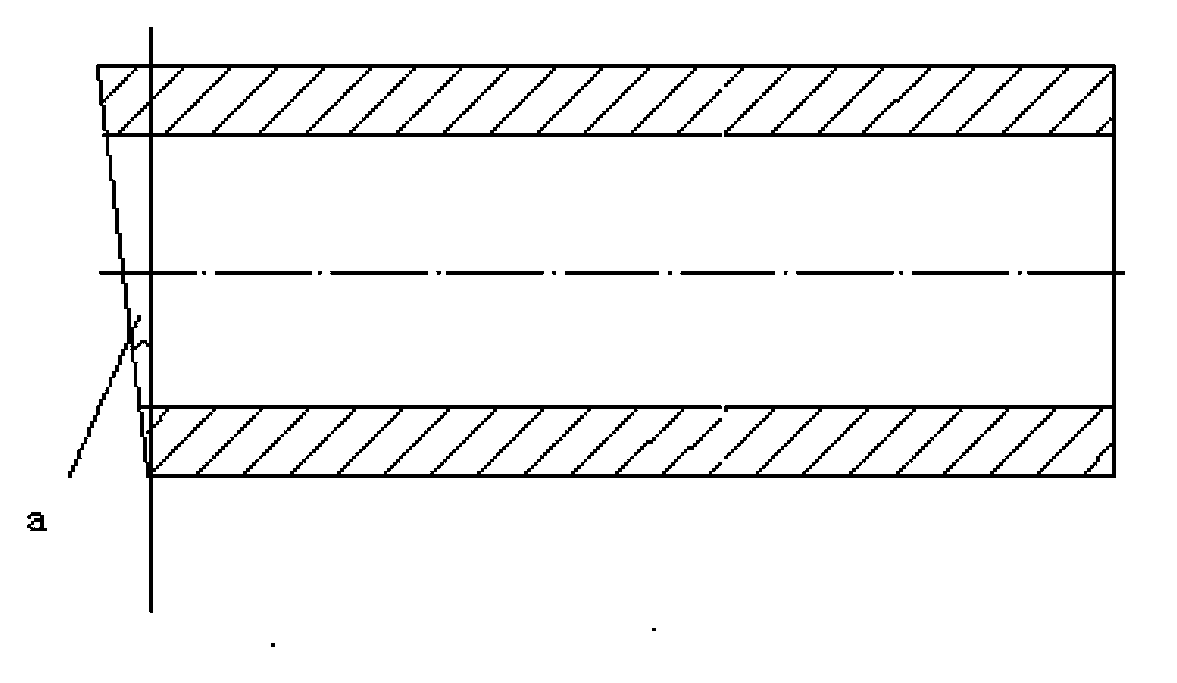
[0022] In the first step, the front end of the tube blank is turned into a slope, and the size of the slope angle a is 7°;
[0023] The second step is to apply glass lubricant to the inner hole of the tube blank, and the spraying range is to extend 20MM from the forming part and backward;
[0024] The third step is to ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More