

Forming method of power supply connector
A power connector and molding method technology, applied in the assembly/disassembly of contacts, manufacturing of contacts, etc., can solve the problems of inconvenient waste recycling, affecting product appearance, poor contact, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0053] In order to achieve the above-mentioned purpose and effect, the technical means adopted in the present invention, its structure, and the method of implementation are hereby illustrated in detail with respect to the preferred embodiments of the present invention. Its features and functions are as follows, in order to fully understand.
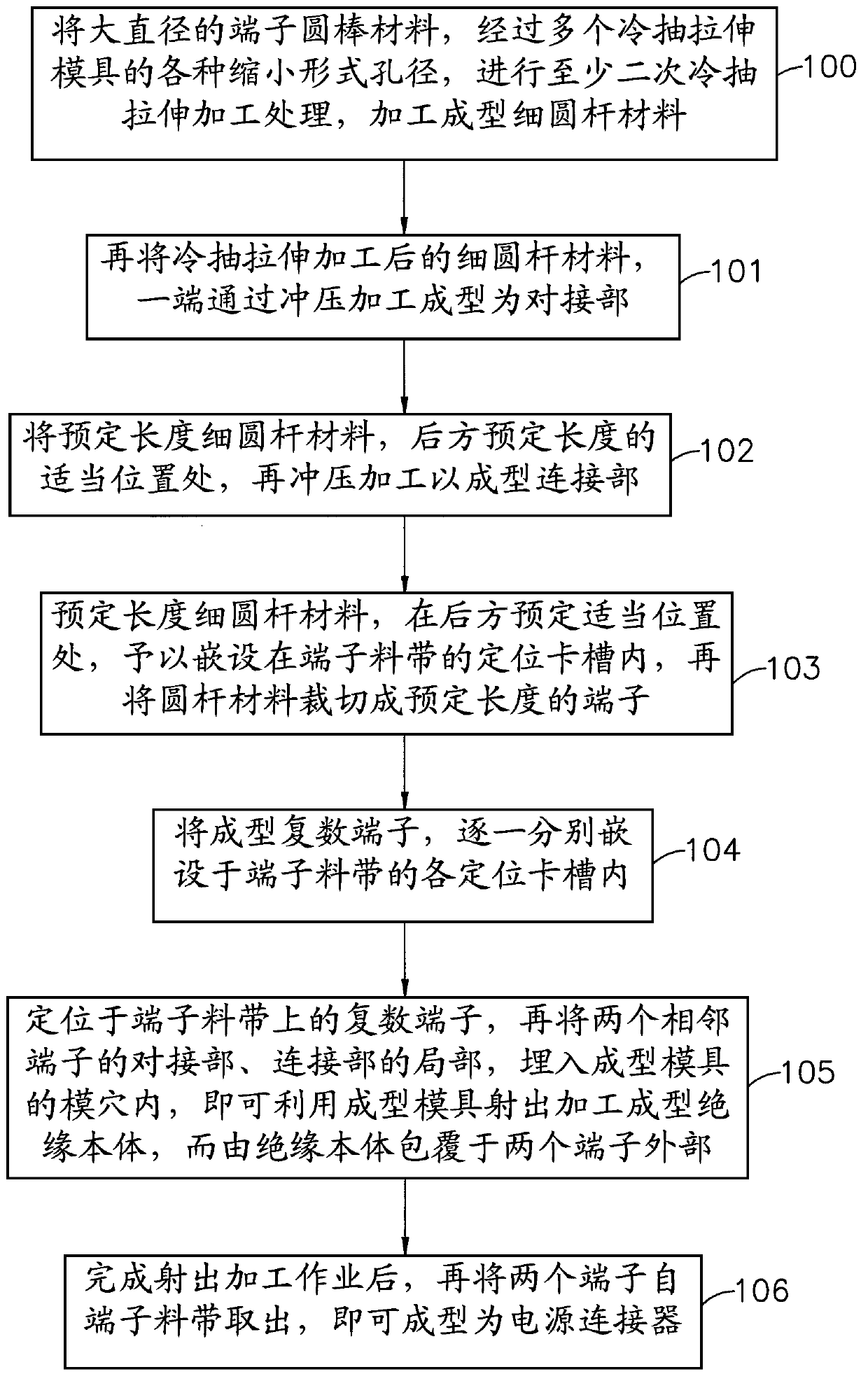
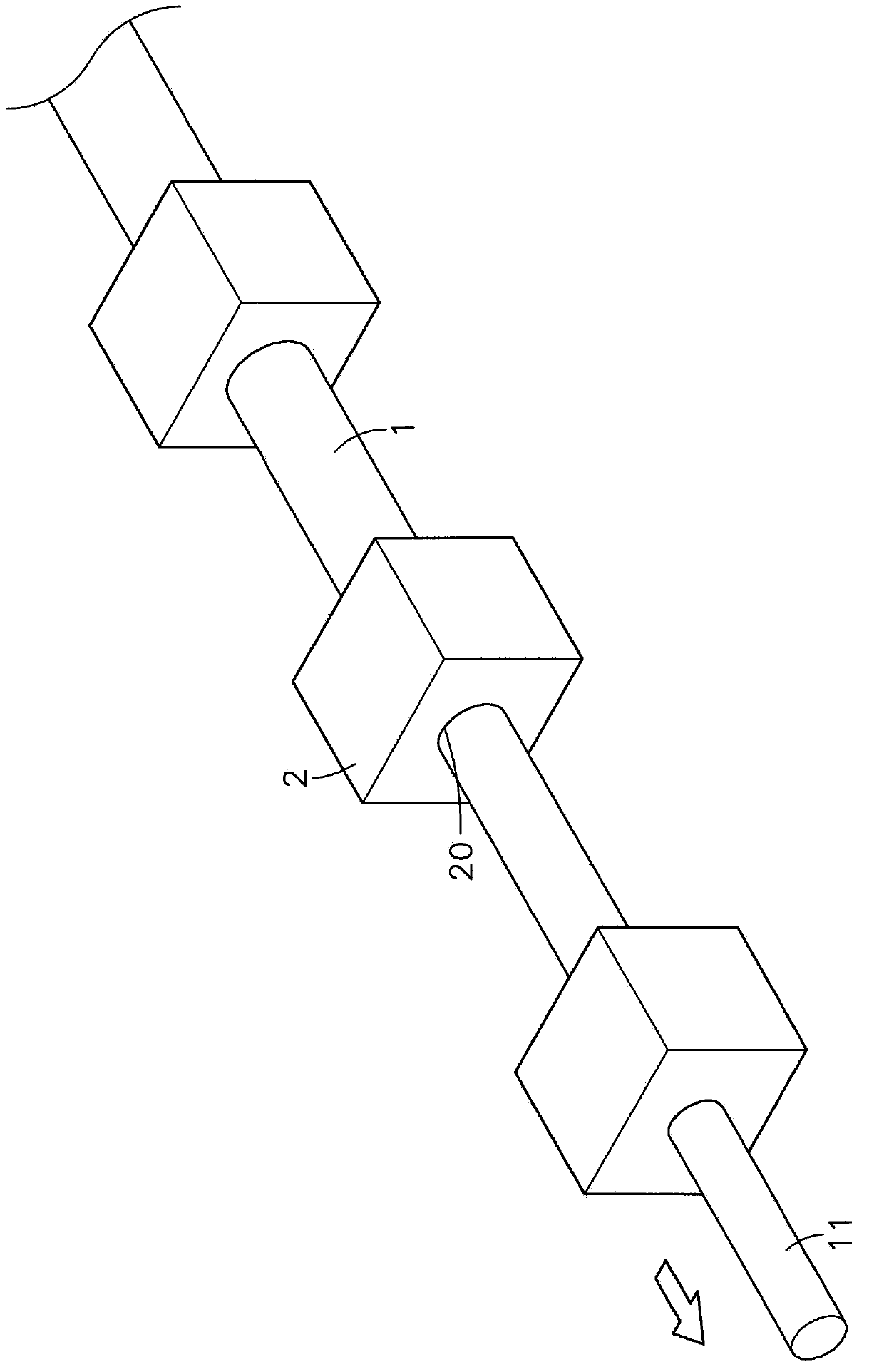
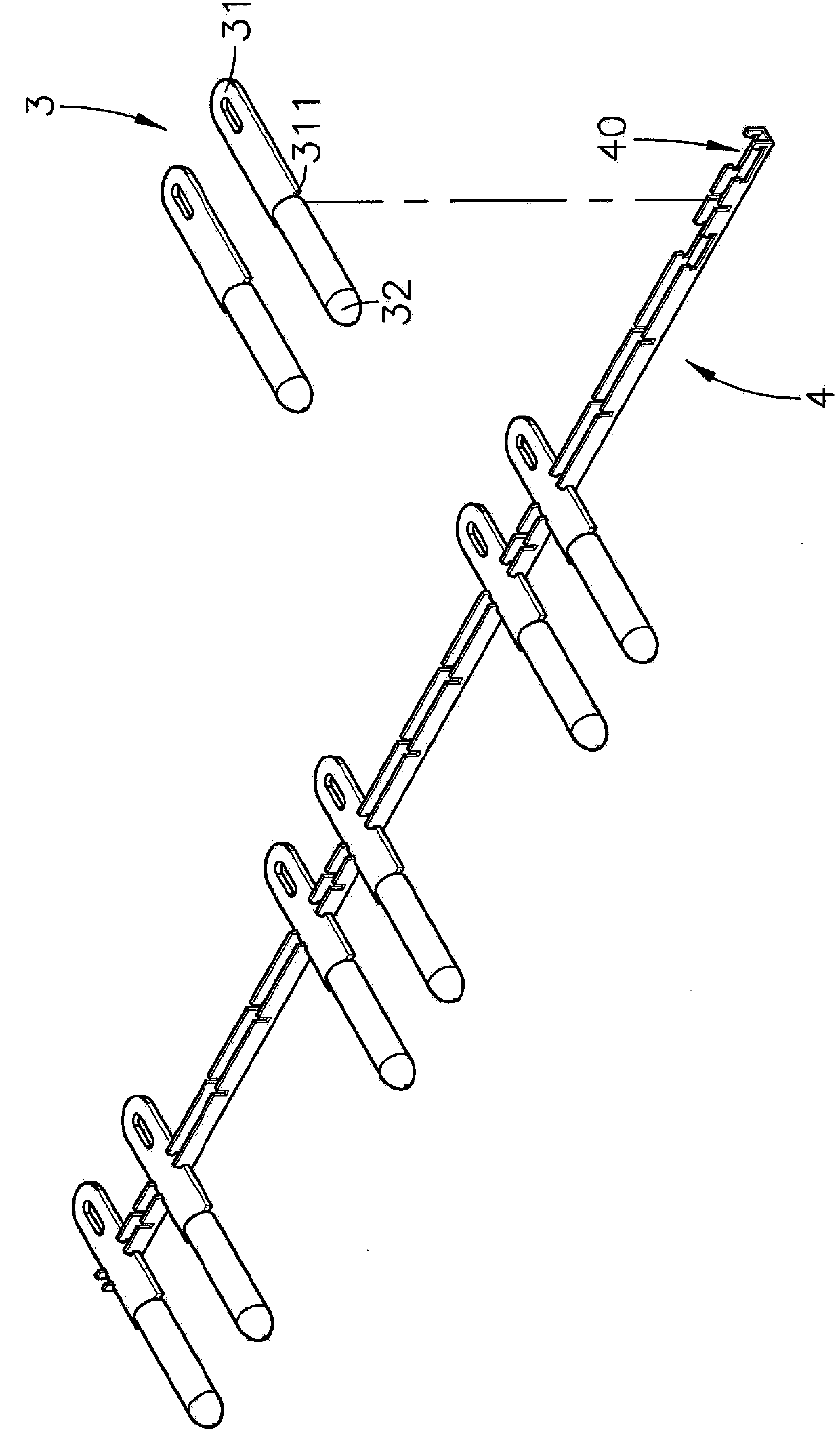
[0054] see figure 1 , figure 2 , image 3 , Figure 4 , Figure 5 ,Figure 6, Figure 7 Shown are the flow chart of the present invention, the three-dimensional appearance diagram of the terminal cold drawing stretching process, the three-dimensional exploded view of the terminal strip, the three-dimensional appearance diagram of the molding die, the top section view of the molding die, the three-dimensional appearance diagram of the insulating body, The three-dimensional appearance diagram of the power connector, it can be clearly seen from the figure that the forming steps of the power connector of the present invention are:
[00...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More