

Production method for welded cylinder block of marine diesel engine
A technology for marine diesel engines and manufacturing methods, applied in welding equipment, welding equipment, auxiliary welding equipment, etc., can solve the problems of increasing the difficulty of component manufacturing and assembly, large welding stress, and difficult welding process, etc., to reduce production and processing costs, The effect of reducing assembly errors and saving the amount of machining
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0040] The present invention will be further described below in conjunction with the accompanying drawings and specific embodiments, but the protection scope of the present invention cannot be limited by this.
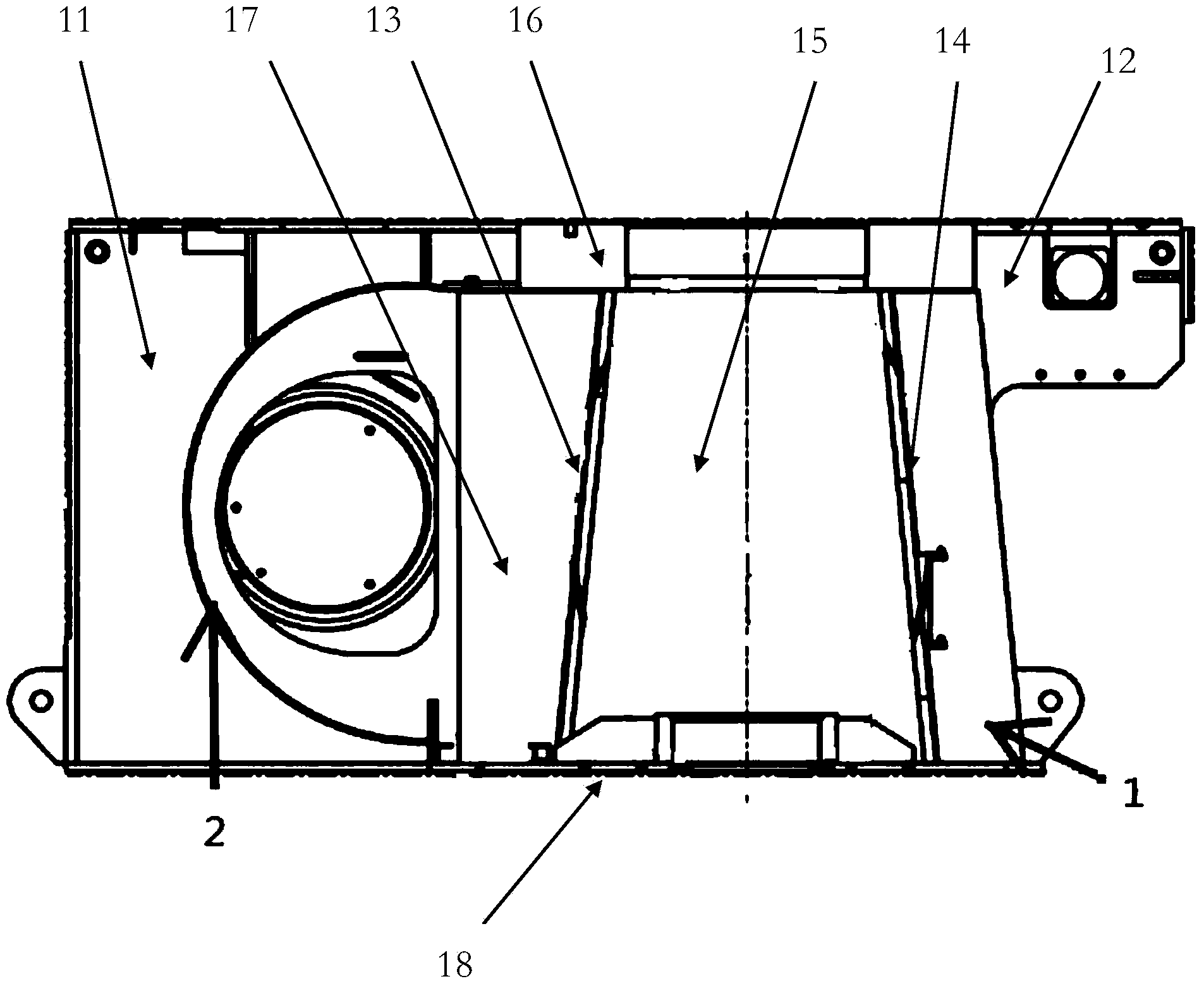
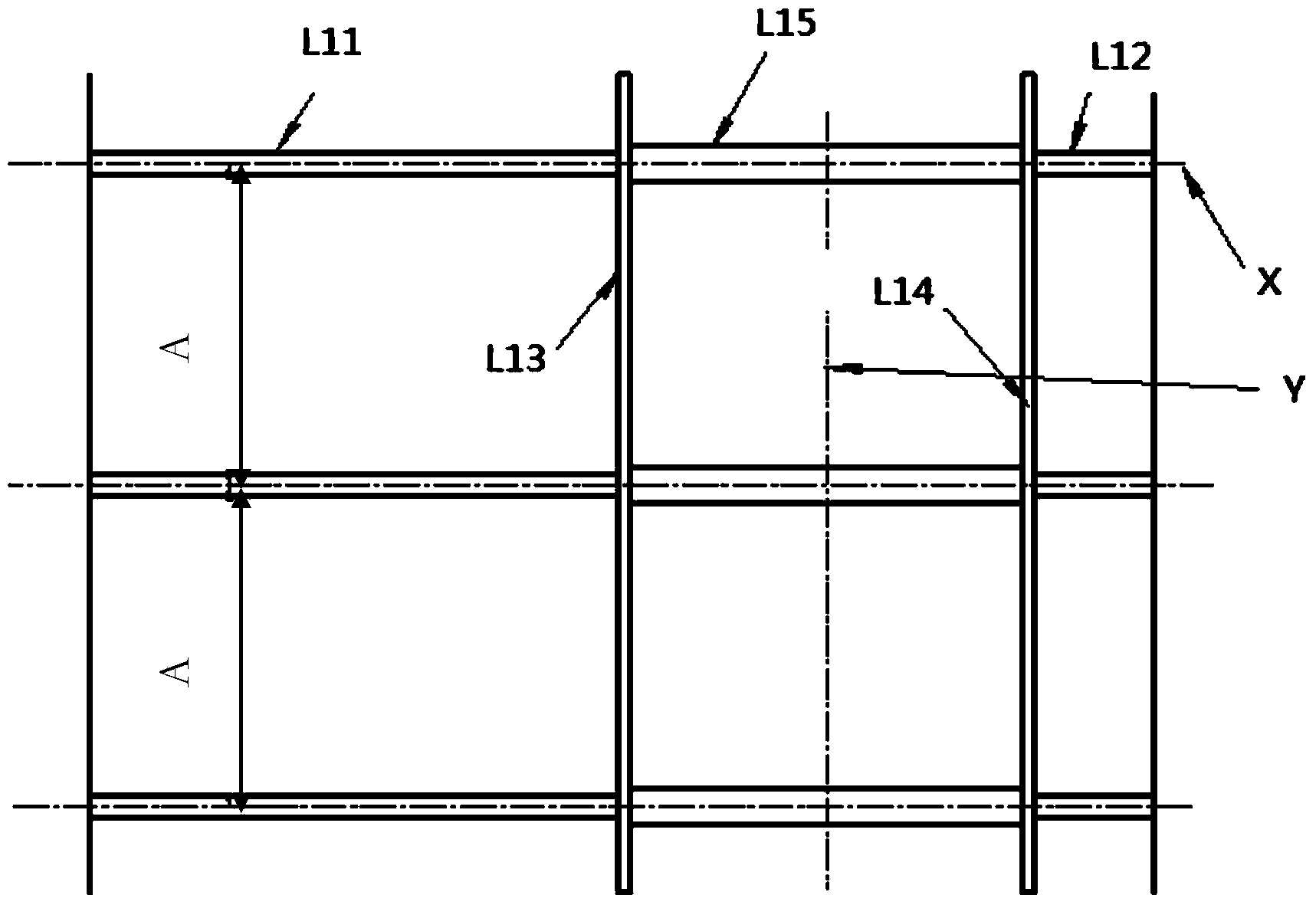
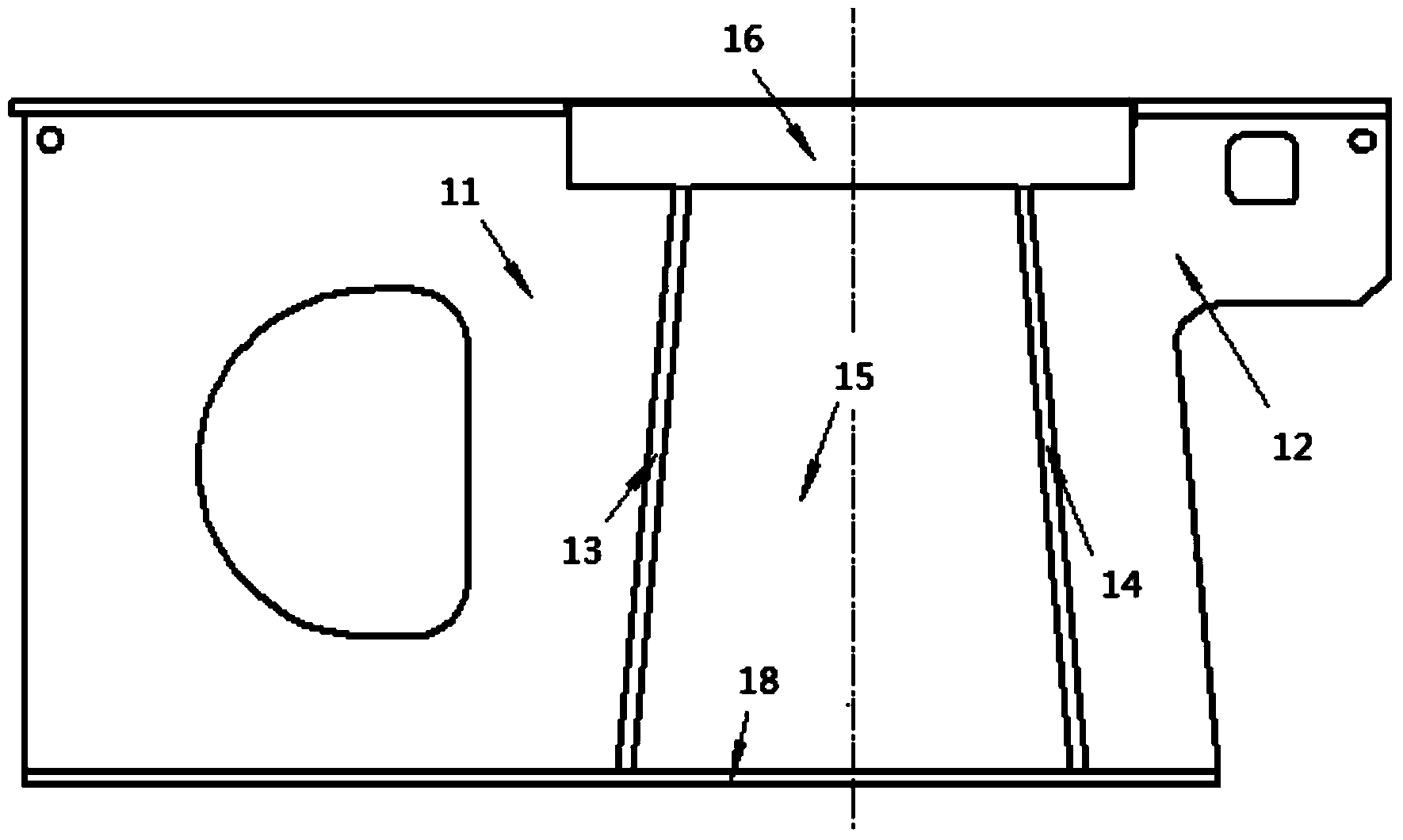
[0041] The invention provides a manufacturing method for manufacturing welded cylinder blocks of marine diesel engines, please refer to figure 1 , the welded cylinder block includes a cylinder block box 1 and a scavenging device 2 . The cylinder body box 1 includes a bottom plate 18, a plurality of first transverse webs 11, a plurality of second transverse webs 12, a plurality of intermediate partitions 15, a first side plate 13, a second side plate 14, and a plurality of triangular tubes plate 17 and panel 16; said bottom plate 18 is arranged horizontally at the bottom; see Figure 4 , the plurality of first transverse webs 11, the plurality of second transverse webs 12 and the plurality of intermediate partitions 15 are arranged in the transverse direction and are w...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More