

Swaging manufacturing method of light aluminum alloy rim
A manufacturing method and technology of aluminum alloy, which is applied in the field of forging, can solve the problems of difficult cold spinning quality assurance, large material consumption, and high product scrap rate, and achieve the effects of light weight, simple mold structure, and high material utilization rate
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment Construction
[0024] Embodiments of the present invention will be further described in detail below in conjunction with the accompanying drawings.
[0025] The processing steps of the forging and spinning manufacturing method of light aluminum alloy wheel rim:
[0026] 1) Blanking: select aviation-grade aluminum alloy bars with a diameter of 250 mm, saw them into sheet-shaped blanks according to the size of the rim, and pass the flaw detection test;
[0027] 2) Heating: Put the qualified billets in the chain belt furnace and heat them to 450-520°C. The heating time for the first batch is 35-40 minutes and the continuous production is 10-15 minutes;
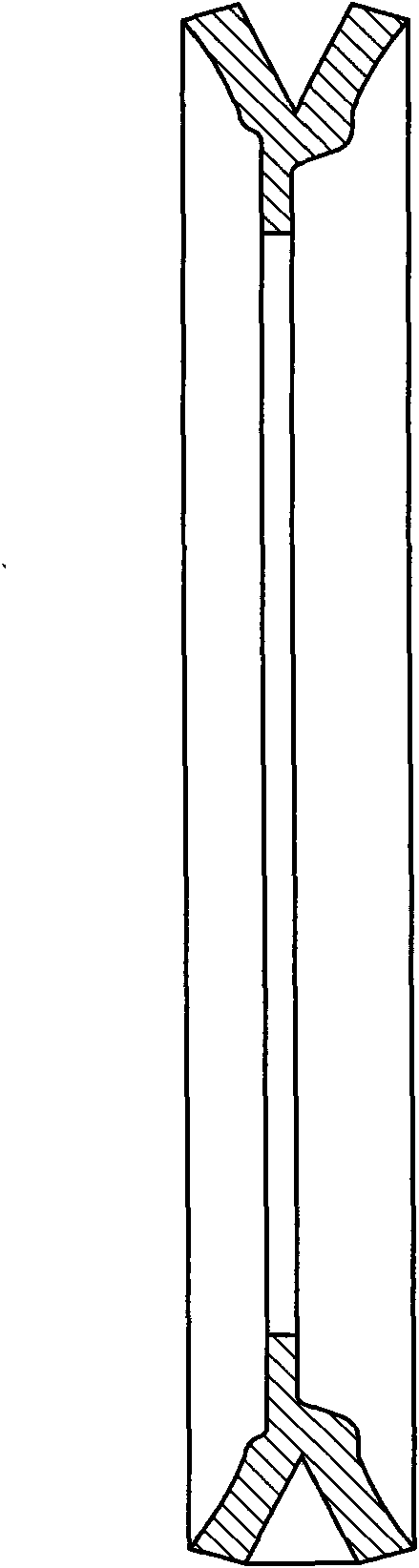
[0028] 3) Ring forging: Send the heated blank to the press for ring forging, and forge the sheet-shaped blank into an aluminum alloy blank ring, such as figure 1 shown;
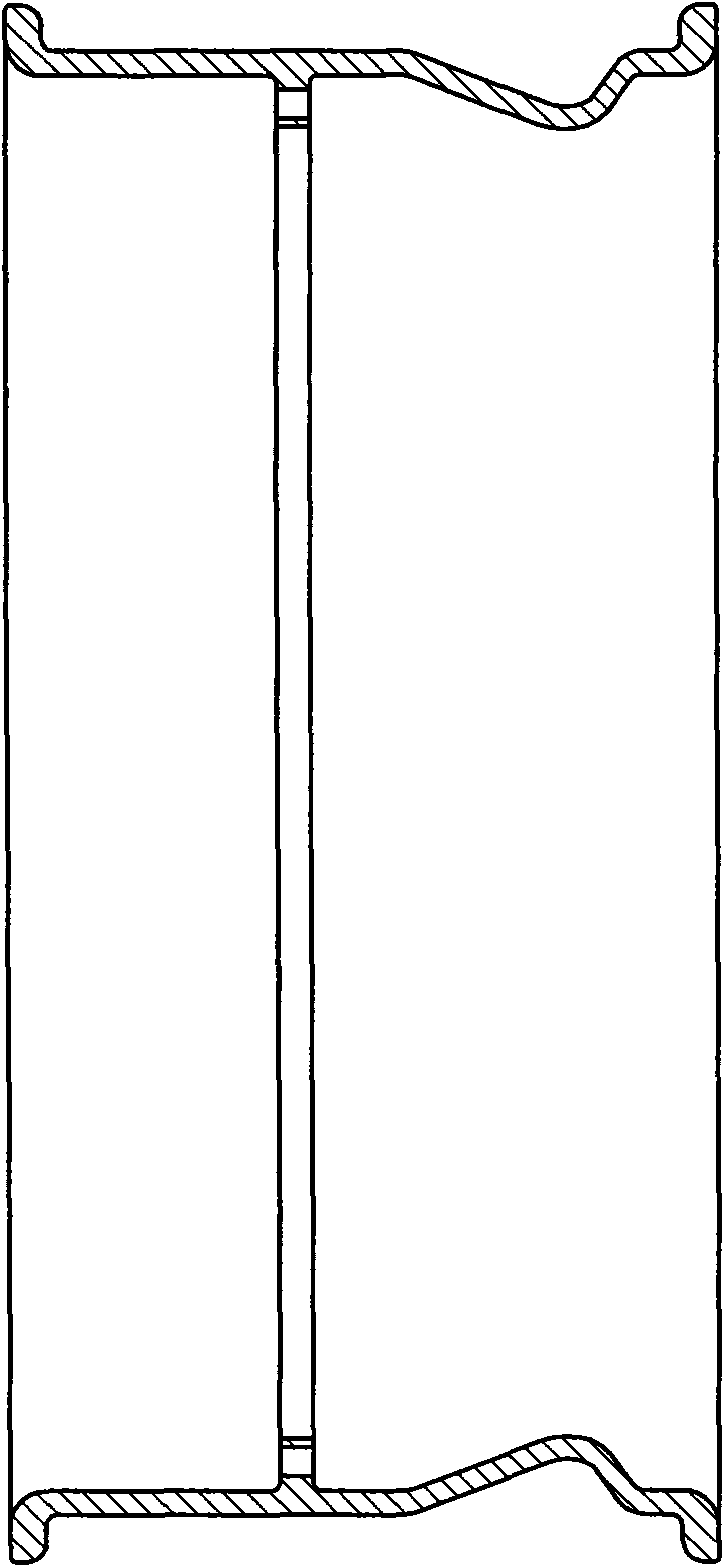
[0029] 4) Making the spinning blank: On the spinning machine, the aluminum alloy blank ring is cut radially outwards from the middle of the blank ring into two halves, and s...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More