

Rolling method for circular tube
A method and technology for making a round tube, applied in the field of round tube rolling, can solve the problems of inability to ensure the accuracy of round tube production, consumption of large pressure head materials, time-consuming and laborious, etc. Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0026] The present invention is described in detail below with reference to accompanying drawing and embodiment:
[0027] attached Figures 1 to 4 It can be seen that a round tube rolling method,
[0028] Including the following steps:
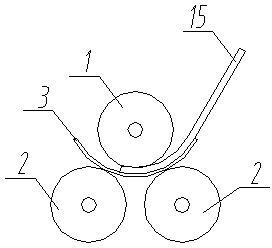
[0029] A, cutting the steel plate 35 that needs to be rolled into a rectangular shape;
[0030] B, put the rectangular steel plate 35 into the roller bed for rolling;
[0031] C, the rolled steel plate 35 is unloaded from the roller bed; the interface of the rolled steel plate 35 is welded to make a semi-finished round pipe 6;
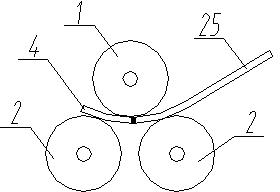
[0032] D. Conduct flaw detection inspection on the 6 joint welds of the semi-finished round pipe;
[0033] E. Return the semi-finished round tube 6 to the rolling bed for rounding;
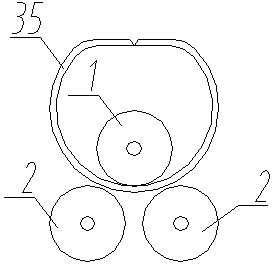
[0034] F. The semi-finished round pipe 6 rotates circularly on the rolling bed and gradually pressurizes;
[0035] G. Remove the finished round tube.
[0036] The rolling method of the round pipe of the present invention does not us...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More