

Method for machining rotor of screw compressor through formation CBN grinding wheel
A technology of a screw compressor and a processing method, which is applied to metal processing equipment, manufacturing tools, grinding devices, etc., can solve problems such as difficult promotion of the screw rolling method, complex profiles, and difficulties in the design and manufacture of hobs, achieving convenience and high efficiency Conversion, firm grip, huge time and costly savings
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0033] A method for processing a screw compressor rotor forming a CBN grinding wheel, comprising the following steps:
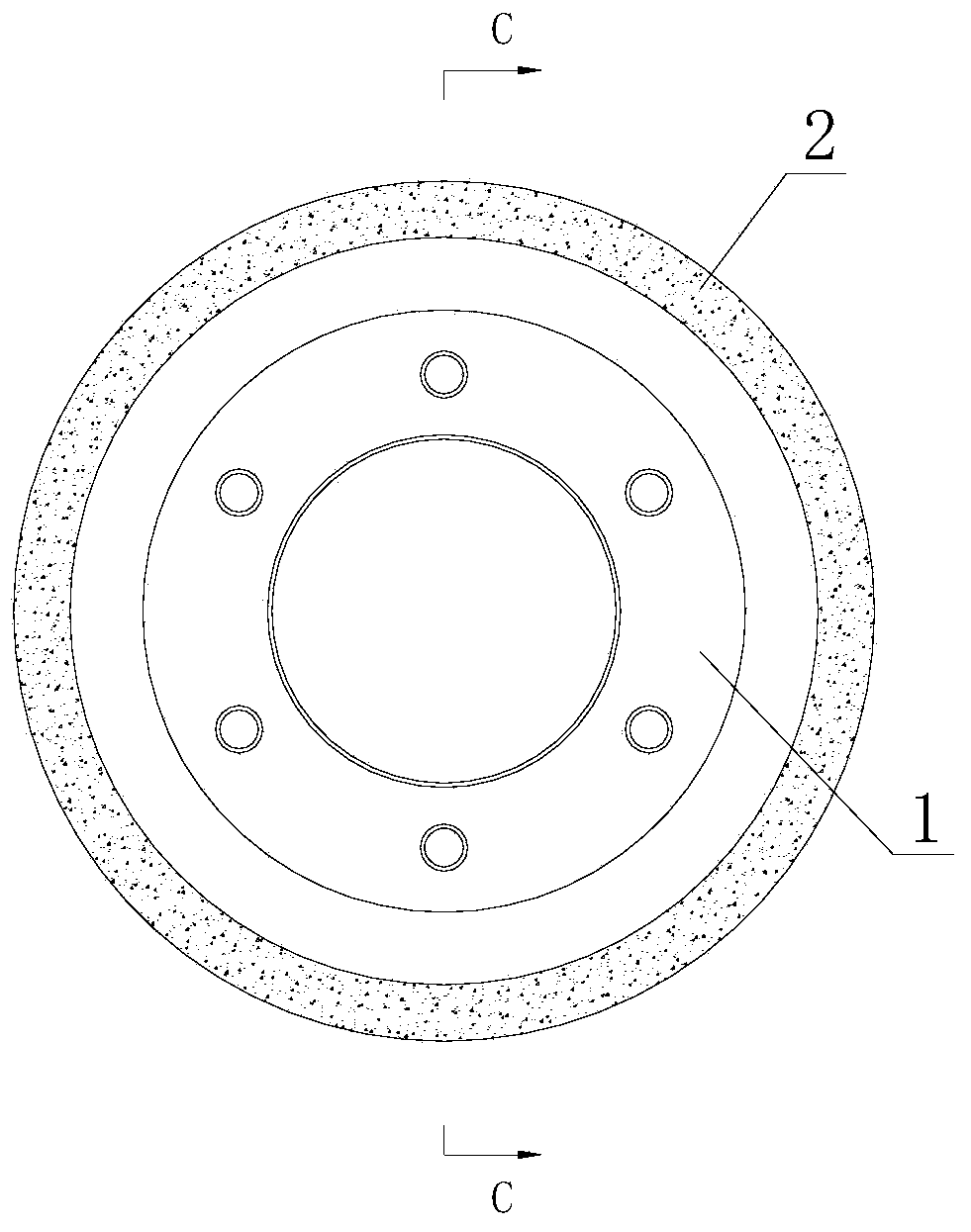
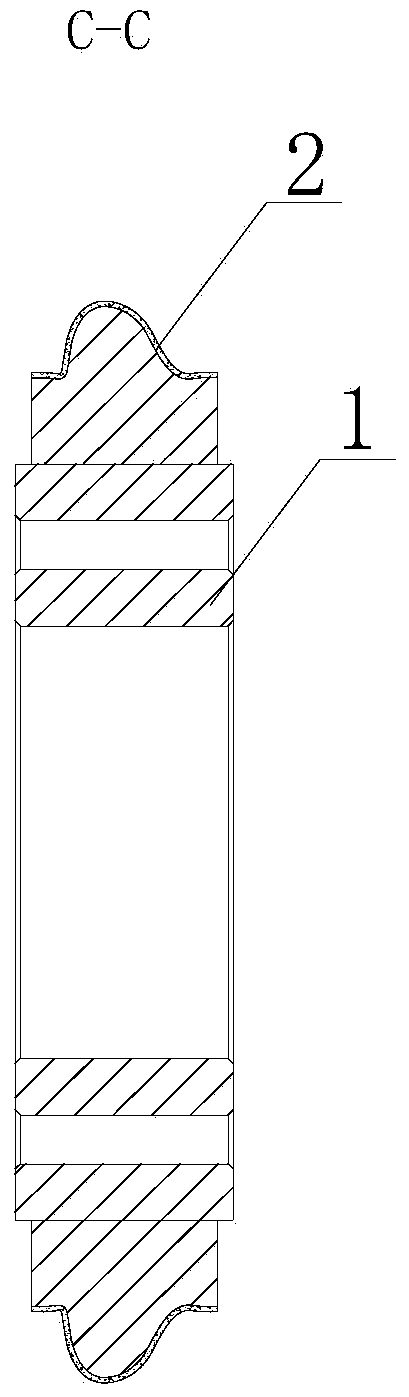
[0034] a. Grinding wheel substrate preparation: Grinding wheel substrate 1 is made of 45 steel forging, the quenched and tempered hardness is HRC28-32, after aging treatment, flaw detection is performed to ensure that there are no defects such as cracks and trachoma;
[0035] b. Semi-finishing of the grinding wheel base: After the semi-finishing of the forging part, according to the actual production situation, through holes are uniformly processed on both ends of the forging, and the two ends and inner holes are processed by the grinder. , the roughness Ra value is ≤0.8μm, the roundness requirement of the inner hole is ≤0.001mm, and the roughness Ra value is ≤0.4μm;
[0036] c. Finishing of the grinding wheel base: fasten the ground grinding wheel base 1 on the fixture of the high-precision CNC lathe, verify that the hole runout is ≤0.0015mm, and the end fac...
Embodiment 2
[0041] A method for processing a screw compressor rotor forming a CBN grinding wheel, comprising the following steps:
[0042] a. Grinding wheel base preparation: Grinding wheel base 1 is forged with 40Cr, the quenched and tempered hardness is HRC28-32, after aging treatment, flaw detection is performed to ensure that there are no defects such as cracks and trachoma;
[0043] b. Semi-finishing of the grinding wheel base: After the semi-finishing of the forging part, according to the actual production situation, through holes are uniformly processed on both ends of the forging, and the two ends and inner holes are processed by the grinder. , the roughness Ra value is ≤0.8μm, the roundness requirement of the inner hole is ≤0.001mm, and the roughness Ra value is ≤0.4μm;
[0044] c. Finishing of the grinding wheel base: fasten the ground grinding wheel base 1 on the fixture of the high-precision CNC lathe, verify that the hole runout is ≤0.0015mm, and the end face runout is ≤0.002...
Embodiment 3
[0049] A method for processing a screw compressor rotor forming a CBN grinding wheel, comprising the following steps:
[0050] a. Grinding wheel base preparation: Grinding wheel base 1 is forged with 35CrMo, the quenched and tempered hardness is HRC28-32, after aging treatment, flaw detection is performed to ensure that there are no defects such as cracks and trachoma;
[0051] b. Semi-finishing of the grinding wheel base: After the semi-finishing of the forging part, according to the actual production situation, through holes are uniformly processed on both ends of the forging, and the two ends and inner holes are processed by the grinding machine. , the roughness Ra value is ≤0.8μm, the roundness requirement of the inner hole is ≤0.001mm, and the roughness Ra value is ≤0.4μm;
[0052] c. Finishing of the grinding wheel base: fasten the ground grinding wheel base 1 on the fixture of the high-precision CNC lathe, verify that the runout of the hole is ≤0.0015mm, and the runout ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Roughness | aaaaa | aaaaa |
| Roughness | aaaaa | aaaaa |
| Roundness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More