

Head warping control method for rough rolling in production of hot-rolled steel strips
A technology of hot-rolled strip steel and control method, which is applied in the field of hot-rolled strip steel production
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
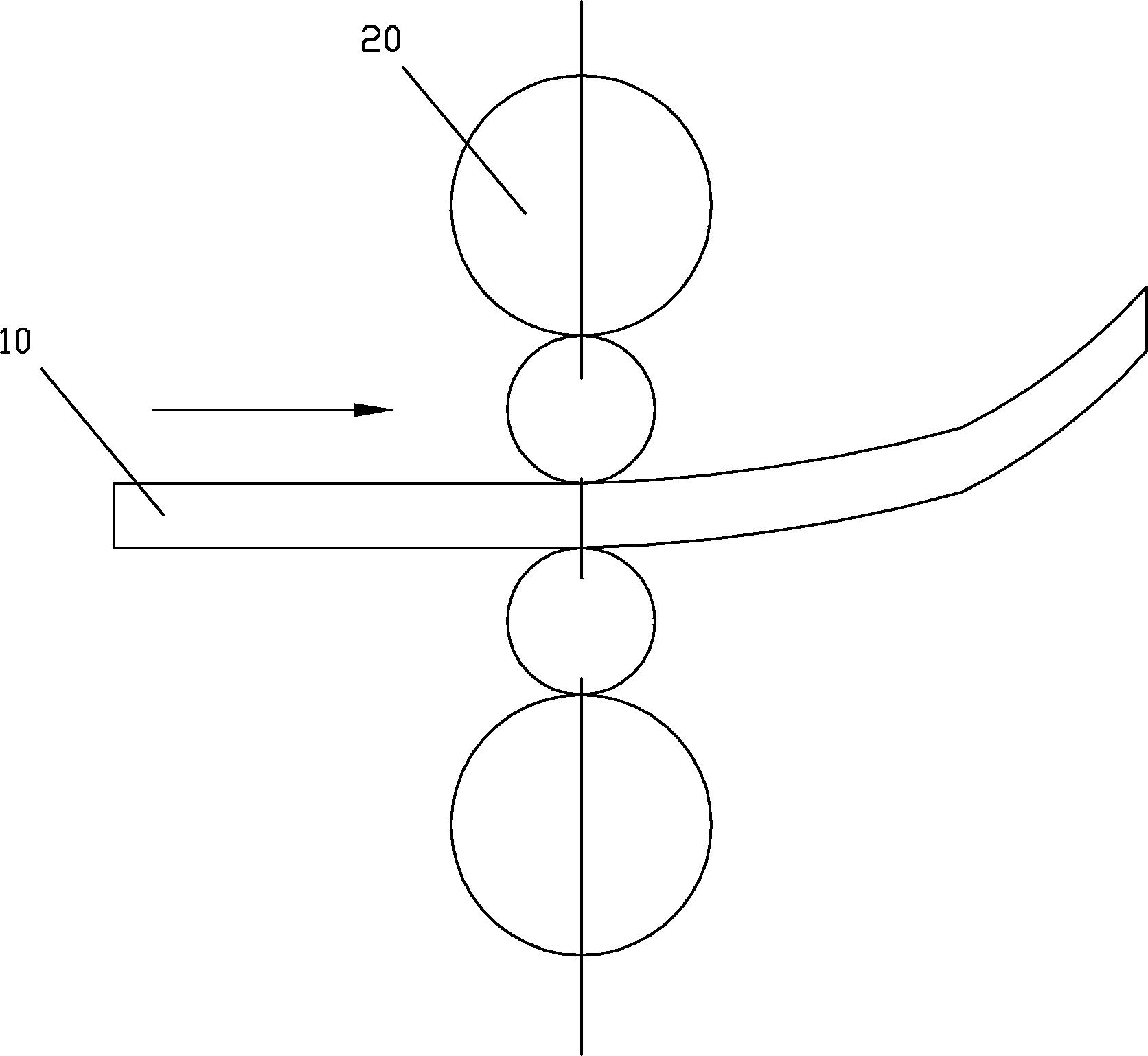
Method used
Image


Examples
Embodiment 1
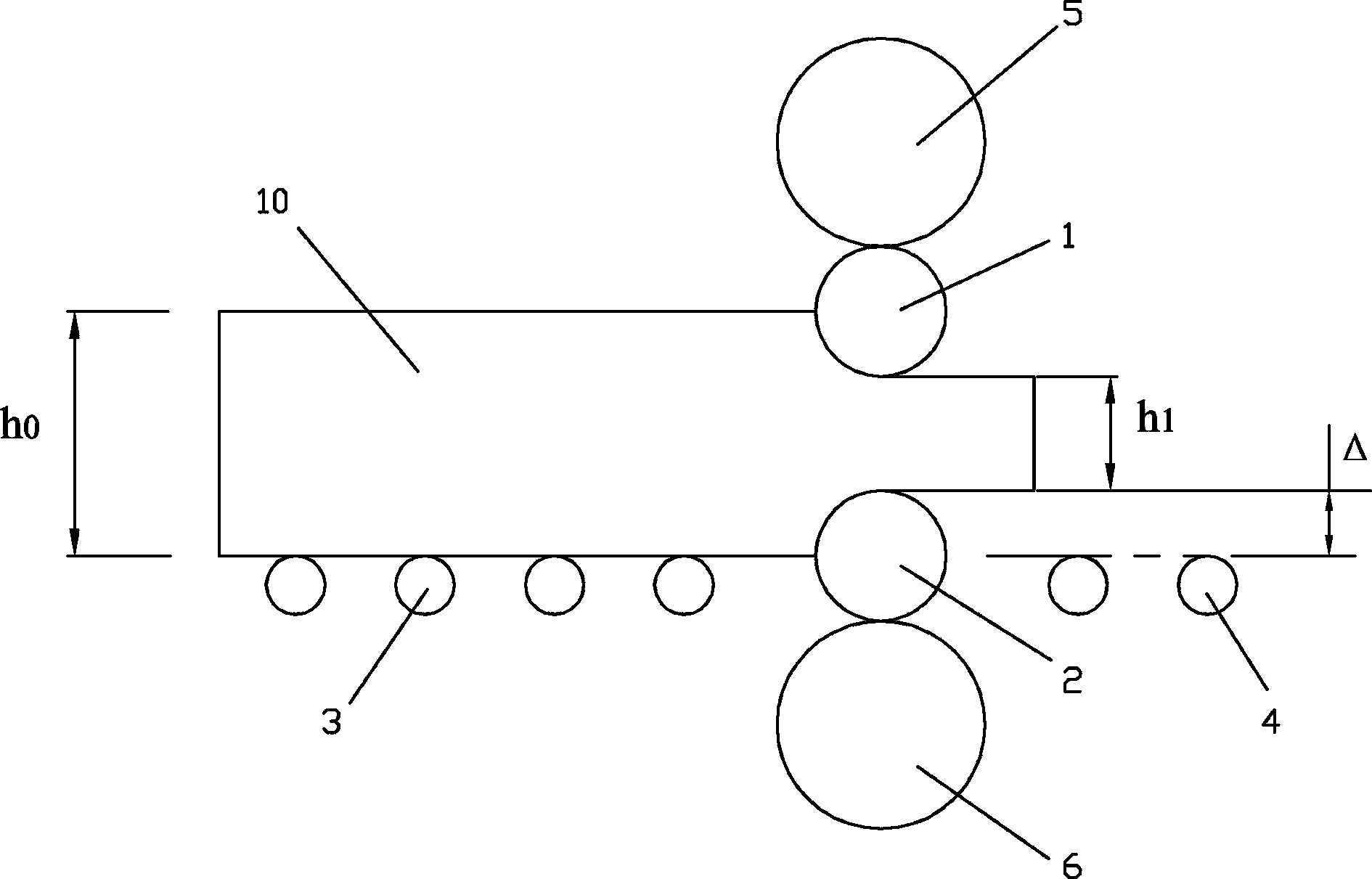
[0039] For a certain rough rolling process, the entrance thickness is 87.4mm, the exit thickness is 59.2mm, the roll diameter is 1015.0mm, and the rolling speed is 2.1m / s.
[0040] According to the above method, the additional value of the rolling line height is 3.0mm, and the rolling line height can be calculated:
[0041] Δ = h 0 - h 1 2 + δ = 87.4 - 59.2 2 + 3.0 = 17.1 ( mm )
[0042] Speed increase:
[0043] dω = 4 v 0 δ D W ...
Embodiment 2
[0046] For a certain rough rolling process, the entrance thickness is 57.3mm, the exit thickness is 40.0mm, the roll diameter is 1015.0mm, and the rolling speed is 2.4m / s.
[0047] According to the above method, the additional value of the rolling line height is 2mm, and the rolling line height can be calculated:
[0048] Δ = h 0 - h 1 2 + δ = 10 . 65 ( mm )
[0049] Speed increase:
[0050] dω = 4 v 0 δ D W ( h 0 ...
Embodiment 3
[0052]For a certain rough rolling process, the entrance thickness is 160.7mm, the exit thickness is 119.4mm, the roll diameter is 1015.0mm, and the rolling speed is 1.8m / s.
[0053] According to the above method, the additional value of the rolling line height is 4.0mm, and the rolling line height can be calculated:
[0054] Δ = h 0 - h 1 2 + δ = 24.65 ( mm )
[0055] Amount of speed increase:
[0056] dω = 4 v 0 δ D W ( h 0 ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More