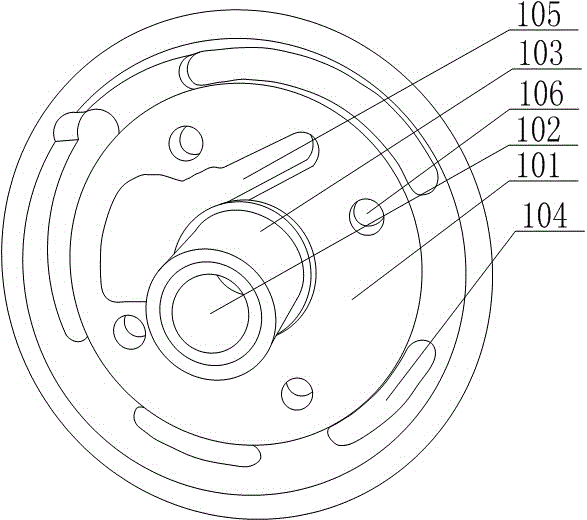
The present invention is a core device proposed by the applicant based on a new process. The applicant found in many years of processing technology that the structure of the upper head flange is rather special, and the position of the groove on the end surface can be changed, but the groove The distance between a cylindrical
blind hole at the end and the axis of the flange is fixed. In order to solve the problem of changing the milling
machine many times in the existing processing technology, the applicant found after years of research that the
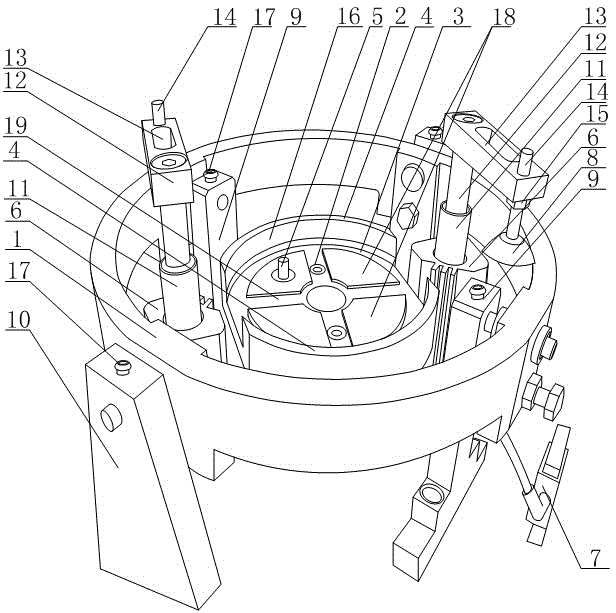
blind hole at the end of the groove is the Datum, multiple positions can be processed at one time. First, a positioning plate is installed on the processing table of the milling
machine through locking bolts. A set of arc-shaped side walls and eccentric positioning pins are arranged on the positioning plate. The side wall of the cylinder constitutes the outer circle of the cylinder, and the gap between the two arc-shaped side walls is formed. This gap plays an important role. After the sealing plate is put in, the sealing plate can be adjusted and rotated from the side of the gap. It is conducive to quick alignment and positioning. This outer circle is used as the installation reference of the processed sealing plate. When using it, firstly process the end face of the blank, and after processing a qualified end face, mill a groove on the other end face to process the processed One side of the groove is placed on the positioning plate downwards, and the sealing plate is rotated so that the positioning pin is inserted into the
blind hole of the groove. At this time, the sealing plate no longer rotates. A tapered surface, the tapered surface acts as a guide for the
insertion of the sealing plate, which is convenient for quickly placing the sealing plate, thereby increasing the speed of clamping. By setting a spacer on the positioning plate, the middle part of the spacer is cross-
cut Finally, a diversion groove is formed, and the block can be a whole or a split type. The diversion groove connects the axis hole of the sealing plate with the gap between the two side walls. When washing to work, the cooling liquid flows through the processing area. Slipping away from the diversion groove avoids the phenomenon of partial accumulation of
coolant at the bottom caused by overflowing from the top after the
coolant is cooled in the prior art, and can perform better cooling and improve the
cooling effect; the positioning is completed , using the
solenoid valve as a switch to drive the cylinder, the cylinder drives the pressure head to act on the sealing plate, pressing the sealing plate downward, and the sealing plate is fixed under the cooperation of the side wall, the positioning pin, and the pressure head. The axial hole, four through holes, and strip holes are processed on one milling
machine. During the processing, the sealing plate is only clamped once, which improves the processing efficiency, and the position is fixed, which is easy to clamp and reduce the difficulty of alignment. Avoid the inaccurate shape of the clamping, and at the same time, one reference is used as the processing reference of the side wall, four through holes, and strip holes, maintaining a high degree of uniformity, improving the qualified rate of finished products, and raising the qualified rate of finished products to 97% Above; the pressure head is made of wear-resistant rubber, and its bottom is sunken upwards to form a cavity. This cavity forms the structure of a suction cup. When the cylinder drives the pressure head to move down and act on the sealing plate, the air in the cavity is squeezed out , the pressure head and the sealing plate can be fixed by using the air pressure, and the large contact area can reduce the formation of the pattern on the surface of the workpiece; by setting the
cooling pipe inside the support column, the
cooling pipe is stored in the support column, Does not take up space, no messy wiring, by setting the quick-connect plug on the support column, the external pipeline can be used, and the cooling liquid can be used in the process that needs to use the cooling liquid, while There is no
cooling pipe in the process of unnecessary cooling liquid, which greatly reduces the space occupied by the cooling
pipe, simplifies the structure, and achieves the purpose of simplicity and efficiency



 Login to View More
Login to View More  Login to View More
Login to View More