

Production line capable of replacing conventional hot continuous rolling production line of wide strip steel and rolling process
A wide-band steel and hot continuous rolling technology, applied in metal rolling and other directions, can solve the problems of investment, large area and energy consumption, the total weight of production line equipment, and the configuration of production line personnel, etc. The effect of large, shortened oxidation time, and improved rolling efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
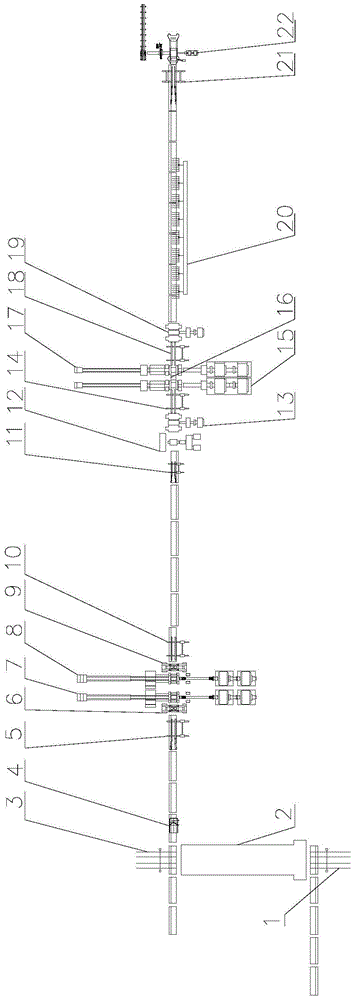
[0019] Combine below figure 1 The present invention is further described. Such as figure 1 As shown, a production line that can replace conventional wide strip hot rolling includes furnace area equipment, rough rolling area equipment, shear area equipment, steckel mill area equipment and coiling area equipment that are sequentially arranged and connected in sequence.
[0020] The furnace area equipment includes at least one heating furnace 2, and a steel loading machine 1 and a steel tapping machine 3 are arranged at the feeding end and the discharging end of the heating furnace 2.
[0021] The equipment in the rough rolling area is equipped with a high-pressure water descaler 4 and a rough rolling unit in sequence. The roughing mills are sequentially arranged and connected to the No. 1 vertical roller mill 6 , the No. 1 four-high reversing roughing mill 7 , the No. 2 four-high reversing roughing mill 8 and the No. 2 vertical roller mill 9 . The entrance side of the No. 1 f...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More