

Method for reducing longitudinal division of weather-proof steel continuously cast slab
A technology of weathering steel and slab, applied in the field of continuous casting, can solve the problem that longitudinal crack defects on the surface of slab and thin slab are not stably controlled, so as to reduce the incidence of longitudinal cracks, stabilize the formation speed, and improve the casting speed. Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
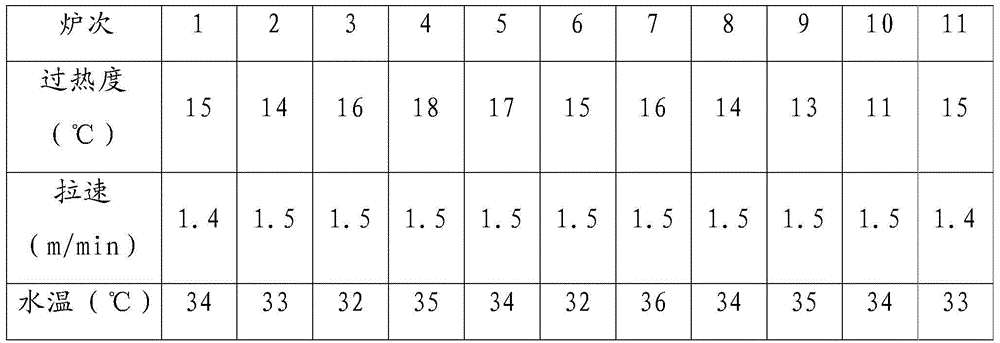
[0024] 300 tons of molten steel ladle, 11 furnaces of continuous casting, see Table 1 for the superheat of molten steel in the casting tundish, the casting speed of the slab, and the temperature of the cooling water at the mold inlet.
[0025] Table 1 Casting molten steel superheat, slab casting speed, crystallizer inlet cooling water temperature
[0026]
[0027] At the same time, the taper of the crystallizer is increased by 0.5mm on the narrow side of the original basis, and the basicity of the mold flux is controlled to 1.40 and the viscosity η 1300℃ The control is 0.70 poise. After the continuous casting, the longitudinal crack occurrence rate of the obtained weathering steel continuous casting slab was 0.57%.
Embodiment 2
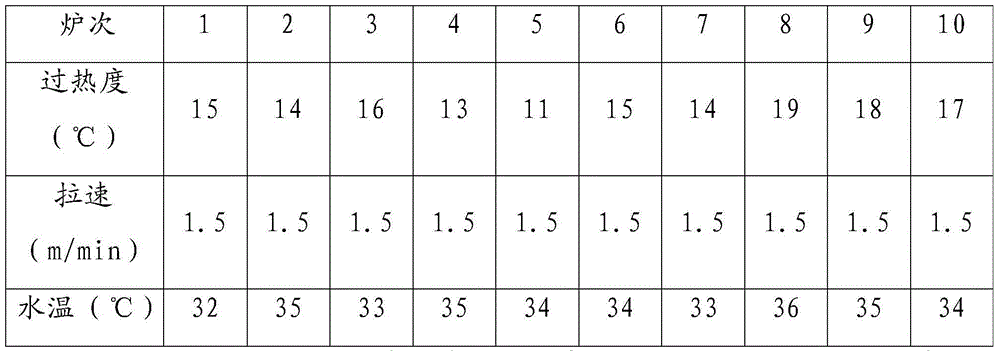
[0029] 300 tons of ladle, continuous casting 10 furnaces, casting tundish superheat, slab casting speed, crystallizer inlet cooling water temperature are shown in Table 2.
[0030] Table 2 Casting molten steel superheat, slab casting speed, mold inlet cooling water temperature
[0031]
[0032] At the same time, the taper of the crystallizer is increased by 0.5mm on the narrow side of the original basis, and the basicity of the mold flux is controlled to 1.50 and the viscosity η 1300℃ The control is 0.80 poise. After the continuous casting, the longitudinal crack occurrence rate of the obtained weathering steel continuous casting slab was 0.63%.
Embodiment 3
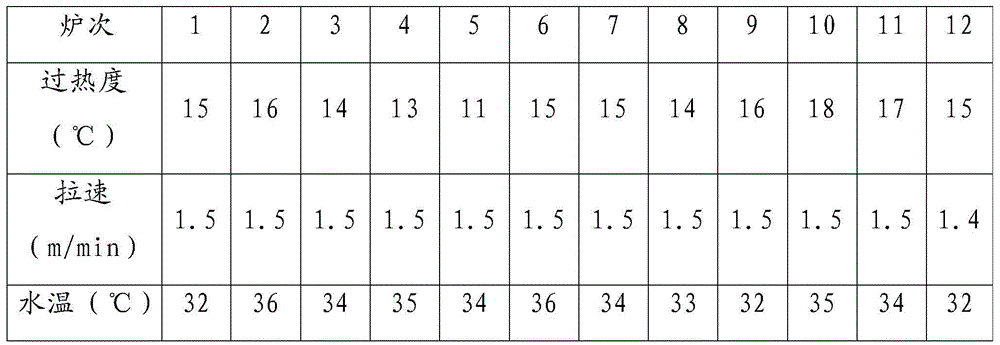
[0034] 300 tons ladle, continuous casting 12 furnaces, casting tundish superheat, slab casting speed, crystallizer inlet cooling water temperature are shown in Table 3.
[0035] Table 3 Casting molten steel superheat, slab casting speed, mold inlet cooling water temperature
[0036]
[0037] At the same time, the taper of the crystallizer is increased by 0.5mm on the narrow side of the original basis, and the basicity of the mold flux is controlled to 1.45 and the viscosity η 1300℃ The control is 0.75 poise. After the continuous casting, the longitudinal crack occurrence rate of the obtained weathering steel continuous casting slab was 0.52%.
[0038] The invention provides a method for reducing the longitudinal cracks of weathering steel continuous casting slabs. By increasing the casting speed, the production efficiency of crack-sensitive steel types is improved, the mold cooling effect is improved, the number of crystallizer bonding alarms is reduced, and the The incid...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More