

New forging process for yoke shaft of transmission shaft
A technology of transmission shaft and new process, applied in the direction of manufacturing tools, engine components, metal processing equipment, etc., can solve the problems of large machining allowance, low production efficiency and high heating energy consumption of forgings, and achieve small machining allowance and reduce energy consumption. consumption effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0025] The new forging process of transmission shaft joint yoke shaft of the present invention comprises the following steps:
[0026] (1) Blanking: use a fully automatic CNC sawing machine or CNC shearing machine to blank the round steel into blanks of specified size;
[0027] (2) Local medium-frequency induction heating: Medium-frequency induction heating is performed on one-third of the length of each billet, and the heating temperature is controlled between 1100° and 1150°C, and the temperature measurement and control adopts an infrared thermometer;
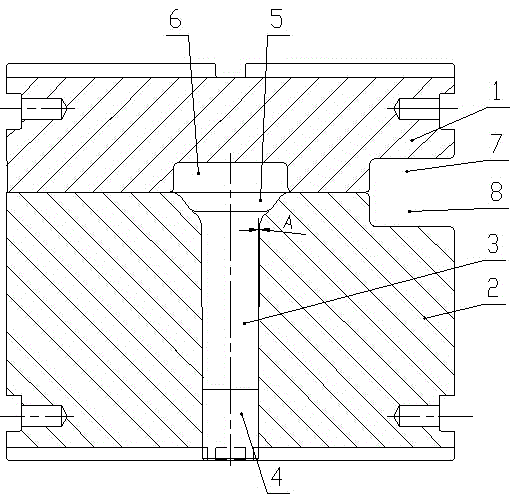
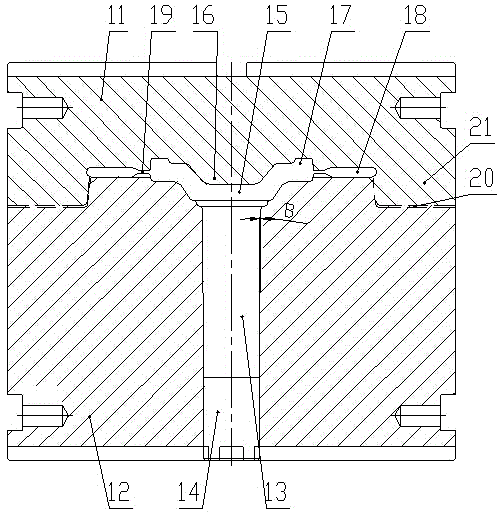
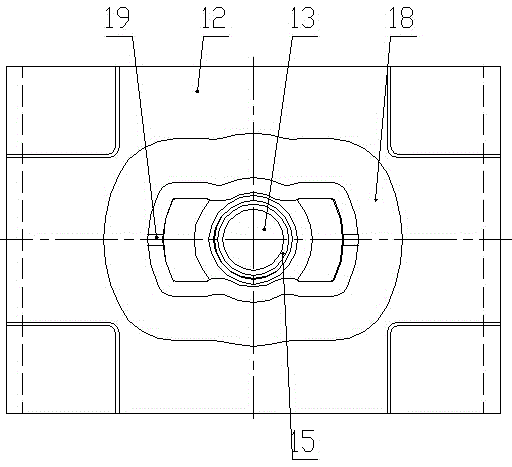
[0028] (3) Billet making: put the heated billet into the billet making mold on the billet making press, operate the billet press to forge the heated end of the billet, take out the head after forging and forming, and operate the billet press to The head is flattened into the shape of an athletics track;
[0029] (4) Final forging: place the billet in the final forging die on the final forging press for forging, and after for...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More