General clamp for abrasive flow polishing of complicated hole surface
An abrasive flow and hole surface technology, applied in the direction of grinding workpiece supports, can solve the problems of fixture design, increased manufacturing workload, poor economy, waste of manpower and material resources, etc., and achieves low cost, universal fixtures, and wide adaptive effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0014] The embodiments of the present invention will be described in detail below with reference to the accompanying drawings.
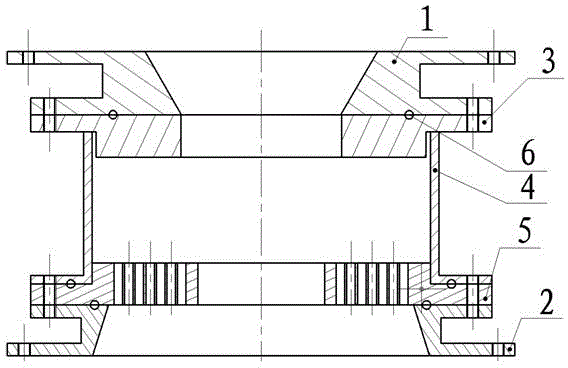
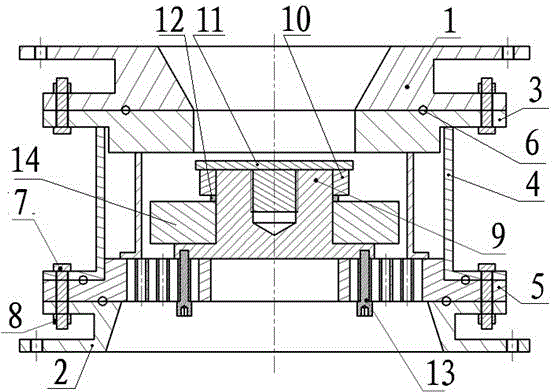
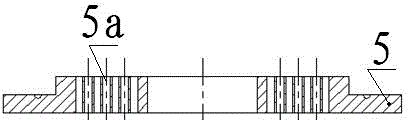
[0015] Examples of the present invention figure 1 , figure 2 , image 3 , Figure 4 As shown, this embodiment includes a clamp body, an embedded module, and bolts 13; the clamp body includes a lower guide sleeve 1, an upper guide sleeve 2, a lower pressure plate 3, a sleeve 4, an upper pressure plate 5, a sealing ring 6, and a bolt 7. , nut 8; the upper pressure plate 5 has a built-in module connection hole 5a, and the abrasive flow channel hole 5b distributed in the circumferential radial direction; the upper pressure plate 5 abrasive flow channel hole 5b is axially parallel to the polished surface of the polished workpiece 14; The sleeve 2, the upper pressure plate 5 and the sleeve 4 are tightly connected; the sealing ring 6 is installed between the joint surface between the lower guide sleeve 1 and the lower pressure plate 3, the lower guide s...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More 
PatSnap Eureka turns technology decisions into work you can execute. Powered by our Innovation Knowledge Graph, it runs expert workflows across engineering, life sciences, materials and intellectual property. Get your review-ready output in minutes.



