

Automatic control method for width of steel strips during cold rolling
A strip and width technology, applied in the field of automatic control, can solve the problems of large width reduction, no consideration, strip edge cracking, etc., to achieve the effect of improving stability and reducing cross-section
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0055] The present invention will be further described below in conjunction with the accompanying drawings and embodiments.
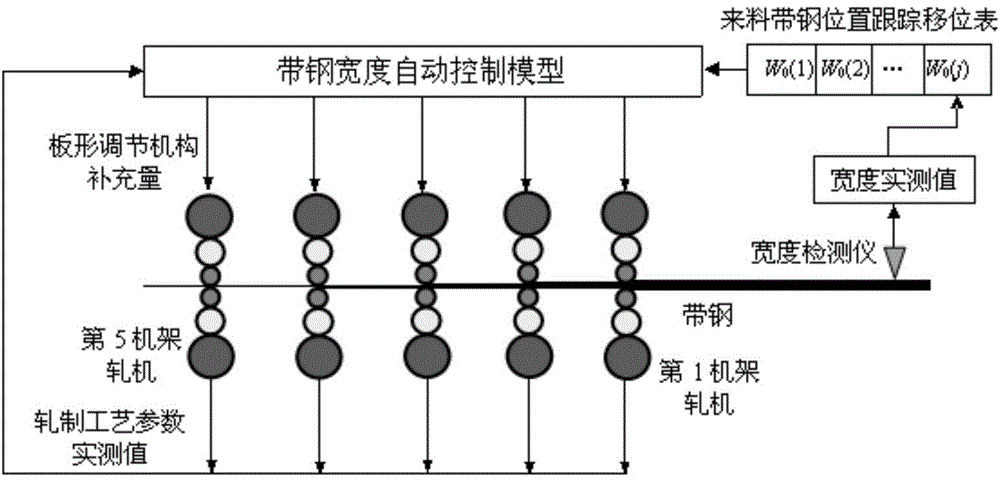
[0056] figure 1 In this technical scheme, a strip width detector is installed at the entrance of the cold tandem rolling mill to detect in real time the measured width values at various positions in the length direction of the hot-rolled incoming material strip at the entrance of the cold-rolled mill, and calculate the actual measured value and the width of the hot-rolled incoming material. The difference between the set values is distributed to each rack according to a certain ratio, and the variation of incoming strip width that needs to be eliminated by each rack is obtained.
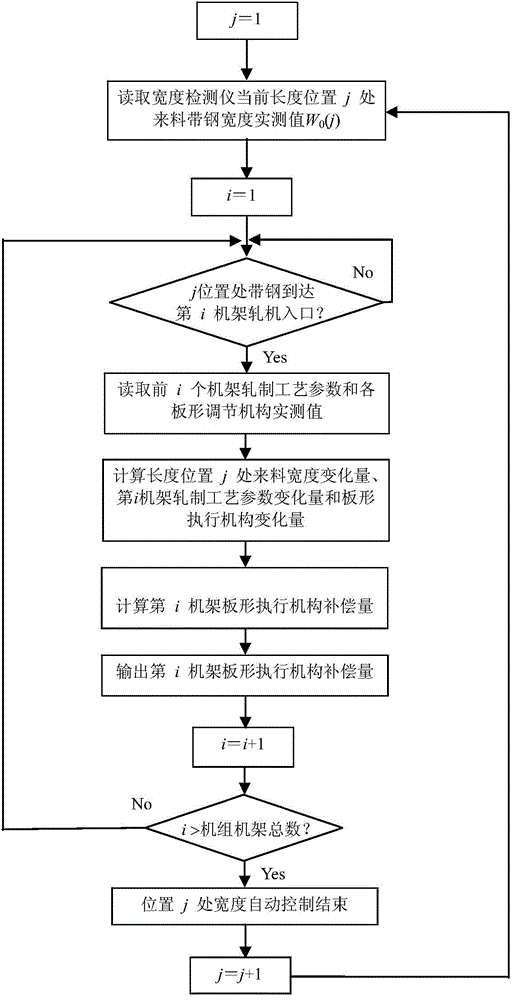
[0057] figure 2 In this technical solution, after establishing the strip width prediction model at the outlet of each rack, set the parameter j to 1, and then read the actual measured value W of the incoming strip width at the current length position j of the width detec...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More