

Method for controlling laser welding
A technology for laser welding and workpieces to be welded, applied in laser welding equipment, welding equipment, welding/welding/cutting items, etc., which can solve the problems of low welding strength of dissimilar materials, high probability of explosion point, affecting product welding performance and appearance, etc. , to achieve the effect of improving welding performance and improving product quality
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment Construction
[0009] In order to make the technical problems solved by the present invention, the technical solutions adopted, and the technical effects obtained easy to understand, the specific implementation manners of the present invention will be further described below in conjunction with the specific drawings.
[0010] The invention discloses a method for controlling laser welding, comprising the following steps:
[0011] a) Measure the weld width w of the workpiece to be welded;
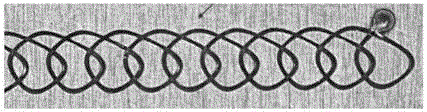
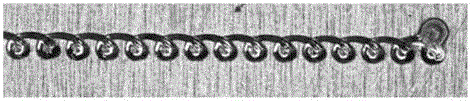
[0012] b) Establish the circular polar coordinate mode and the linear polar coordinate mode, and use the two fitting trajectories as the trajectory path of laser welding: x 0 =x 1 +Δ*cosβ,y 0 =y 1 +Δ*sinβ, x=x 0 +R*cosα,y=y 0 +R*sinα; where x 0 with y 0 is the coordinate of the point on the line, x 1 with y 1 The coordinates of the starting point of the straight line, Δ is the point distance of the straight line, β is the inclination angle of the straight line, R is the shaking radius, α is the p...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More