

Method for manufacturing self-made auxiliary tooling for forming of large-curvature heteromorphic C-shaped frame type part
A technology for auxiliary tooling and manufacturing methods, applied in the field of manufacturing composite material parts with large curvature special-shaped C-shaped frame structures, can solve the problems of difficult manufacturing, step difference, large curvature, etc., achieve accurate shape and size, and reduce production costs , good matching effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0014] In order to improve the surface quality, thickness dimension and thickness dimension of the corner R area of large curvature special-shaped C-frame parts, etc., the structure of large-curvature special-shaped C-frame parts is fully considered from the matching and coordination of tooling and parts. The characteristics and the structural form of the tooling are the key to manufacturing accurate master molds (craft parts) and remanufacturing auxiliary process cover plates. The specific plans are as follows:
[0015] Step 1: Foam splicing: Use foam adhesive (ZMS2180, type I, class 3, grade 50) to bond the foam blanks (brand FD-20) together. Curing in an oven, the curing parameters are heating up to 166-182°C and holding for 60-90min;
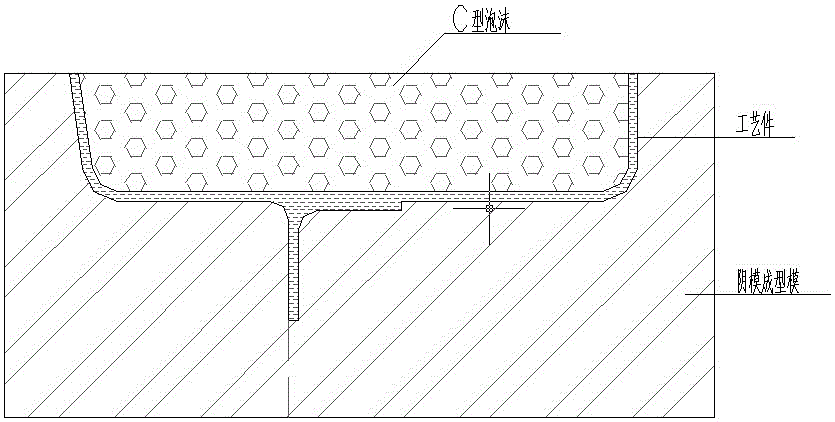
[0016] Step 2: Foam CNC milling: Control the distance between the milling cutters to be less than 0.2mm to ensure the flatness of the foam surface, and mill the spliced foam wool into C-shaped foam as the male mold;
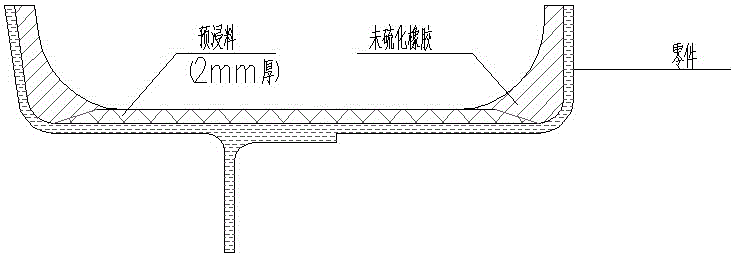
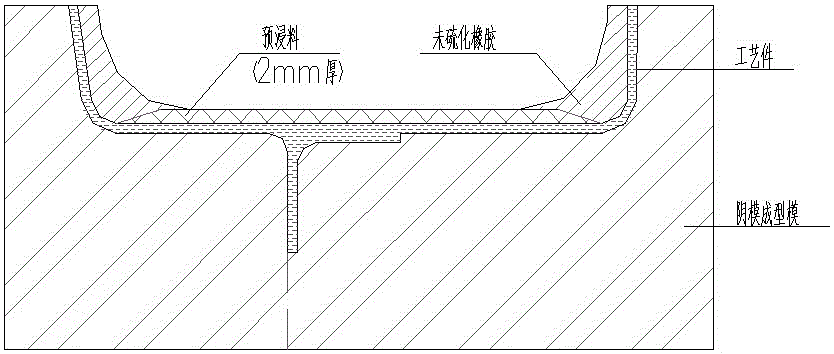
[0017] Step 3: Lay...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More