

Method for machining arc-tooth tenon blade of aircraft engine gas compressor
A technology for aero-engines and compressors, which is applied in the field of improving the processing method of aero-engine arc-tooth tenon blades, and can solve the problem of poor consistency, low processing efficiency, and the debugging cycle of combined turning arc-tooth tenon. Long and other problems, to achieve the effect of shortening the processing cycle, high processing efficiency, ensuring contour and surface quality
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
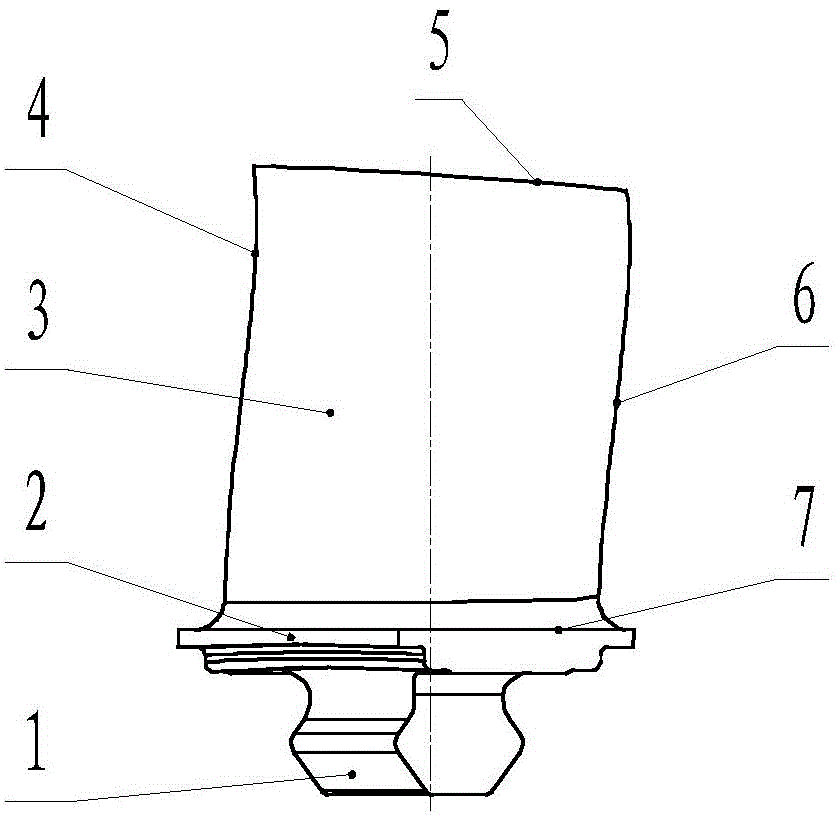
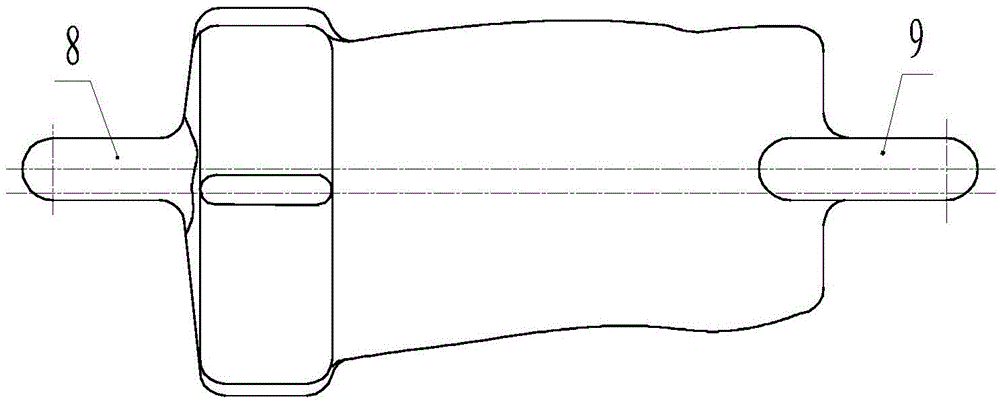
[0026] The arc-tooth tenon blade blank is precision forging, and its structure is as follows: figure 1 Shown, blank structure see figure 2 , Tenon 1 has machining allowance, blade body 3 and inner edge plate 7 have no allowance, intake side 4 and exhaust side 6 have machining allowance, tenon 1 is connected with process boss 8, blade tip 5 is connected with process boss 9 connected. Its processing steps are:
[0027] (1) Milling and exhaust edge: On the CNC milling machine, the process boss 8 and the process boss 9 are positioned and clamped for rough milling the inlet edge 4 and the exhaust edge 6, which are used as step (2) low melting point positioning alloy pouring benchmark.
[0028] (2) Low-melting point positioning alloy pouring: the blade is clamped in the positioning pouring fixture, and the positioning pouring fixture is positioned with the blade body 3, the air inlet edge 4 and the inner edge plate 7, and the low melting point positioning alloy block is a cuboid...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More