

Machining method for plasma-sprayed surface of internal annular surface of annular housing
A processing method and plasma technology, applied in the direction of blade support components, engine components, machines/engines, etc., can solve the problems of inaccurate control of machining allowance, easy deviation of machining results, and inability to measure and control the diameter of the contour.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0019] In order to have a clearer understanding of the technical features, purposes and effects of the present invention, the specific implementation manners of the present invention will now be described with reference to the accompanying drawings. Wherein, the same parts adopt the same reference numerals.
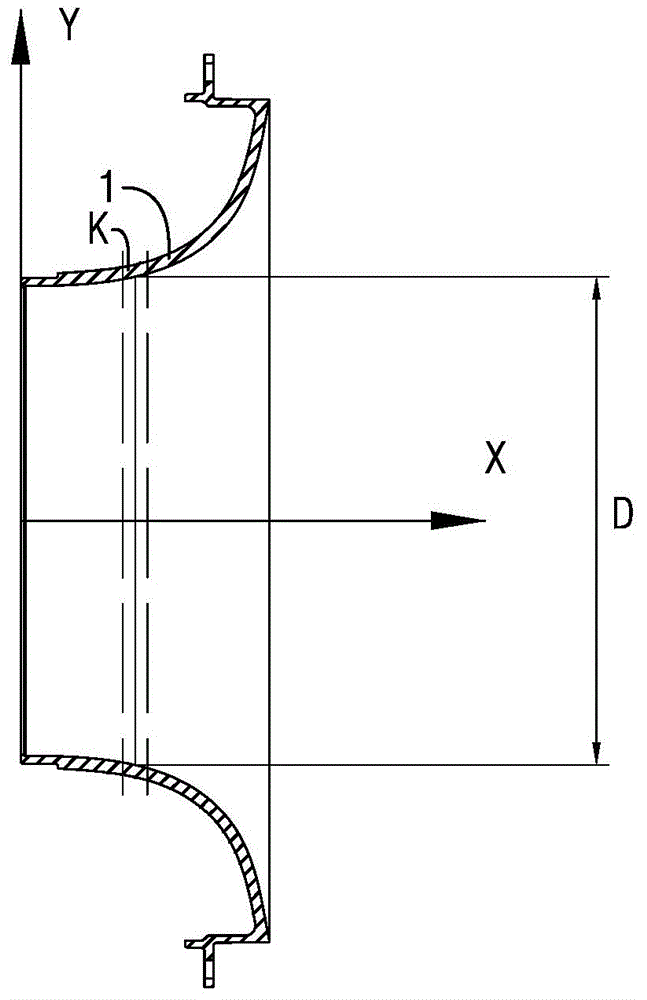
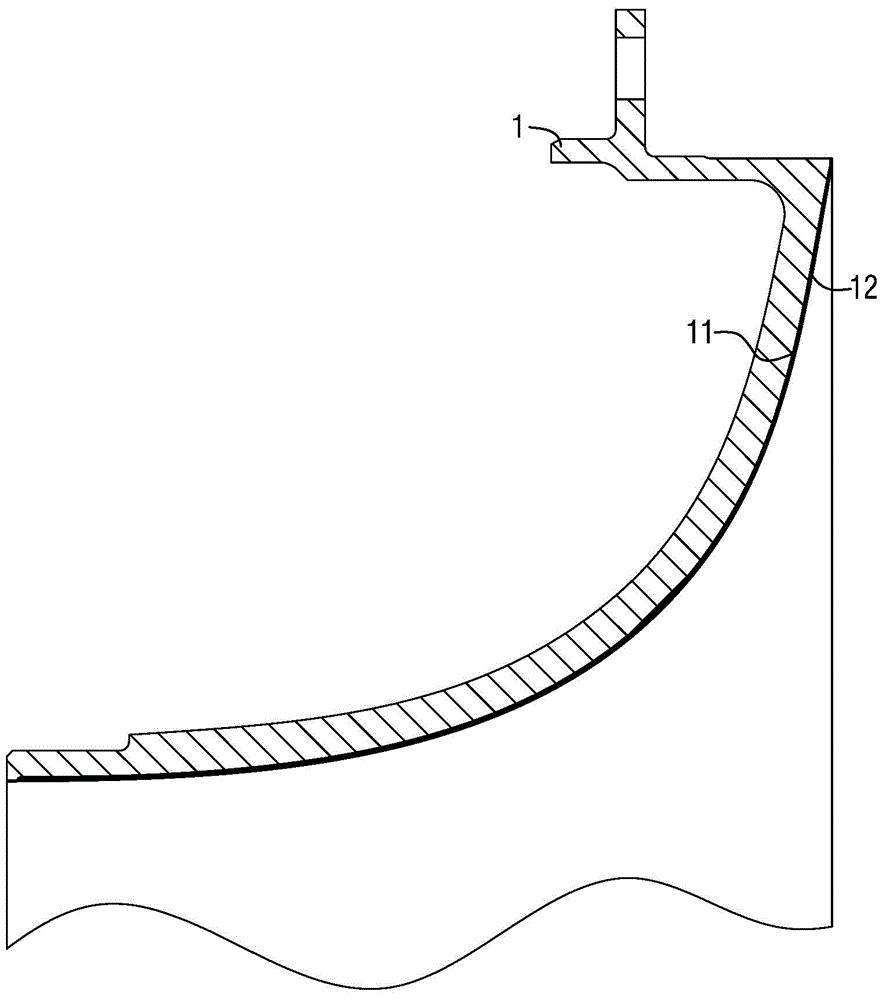
[0020] figure 2 Shown is figure 1 The cross-sectional view of the shown annular housing 1, image 3 Shown is figure 2 An enlarged view of the upper half of the cross-sectional view, as described in the background section, figure 2 , 3 The annular housing 1 may be an impeller housing for an aero-engine, and the base material of the annular housing 1 is a nickel-based alloy. Such as image 3 As shown, during processing, first use the base material to manufacture the green body of the annular outer cover 1 by ordinary mechanical processing means, and then spray a layer of plasma material 12 on the inner ring surface 11 of the green body, and the plasma spraying mate...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More