A processing method for fuselage hafur surface
A processing method and fur surface technology, which are applied in the processing field of fuselage fur surface, can solve the problems of large tool loss, increased intermittent cutting degree, high economic cost, etc., and achieve the effect of reducing processing time.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0040] The implementation of the present invention will be described in detail below in conjunction with the accompanying drawings and examples, so as to fully understand and implement the process of how to apply technical means to solve technical problems and achieve technical effects in the present invention. It should be noted that, as long as there is no conflict, each embodiment and each feature in each embodiment of the present invention can be combined with each other, and the formed technical solutions are all within the protection scope of the present invention.
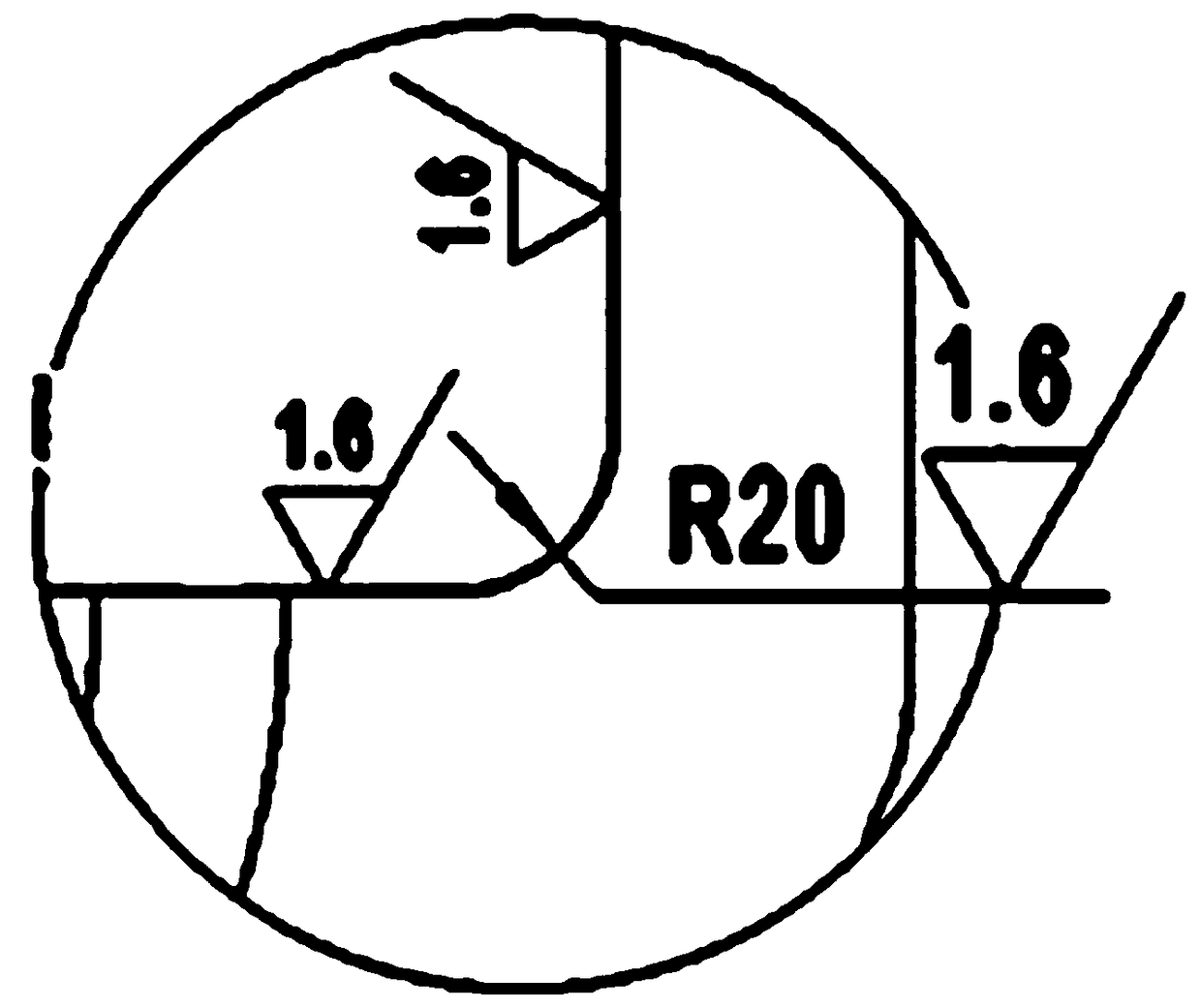
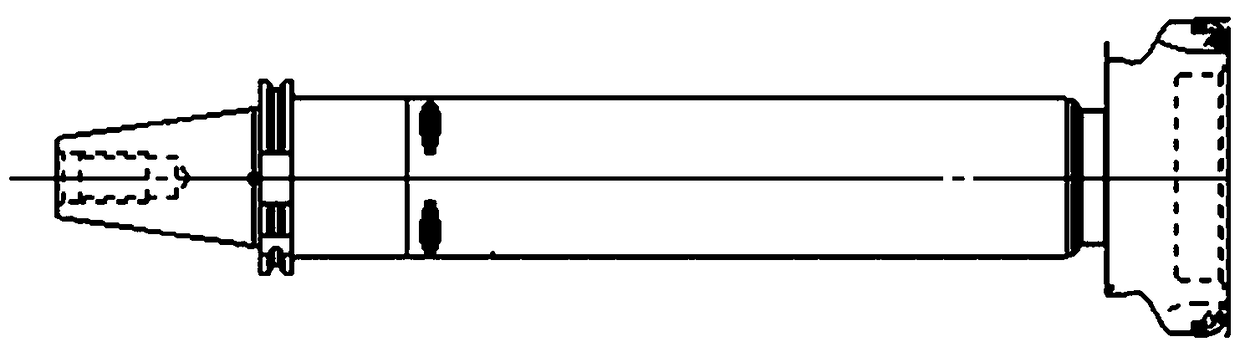
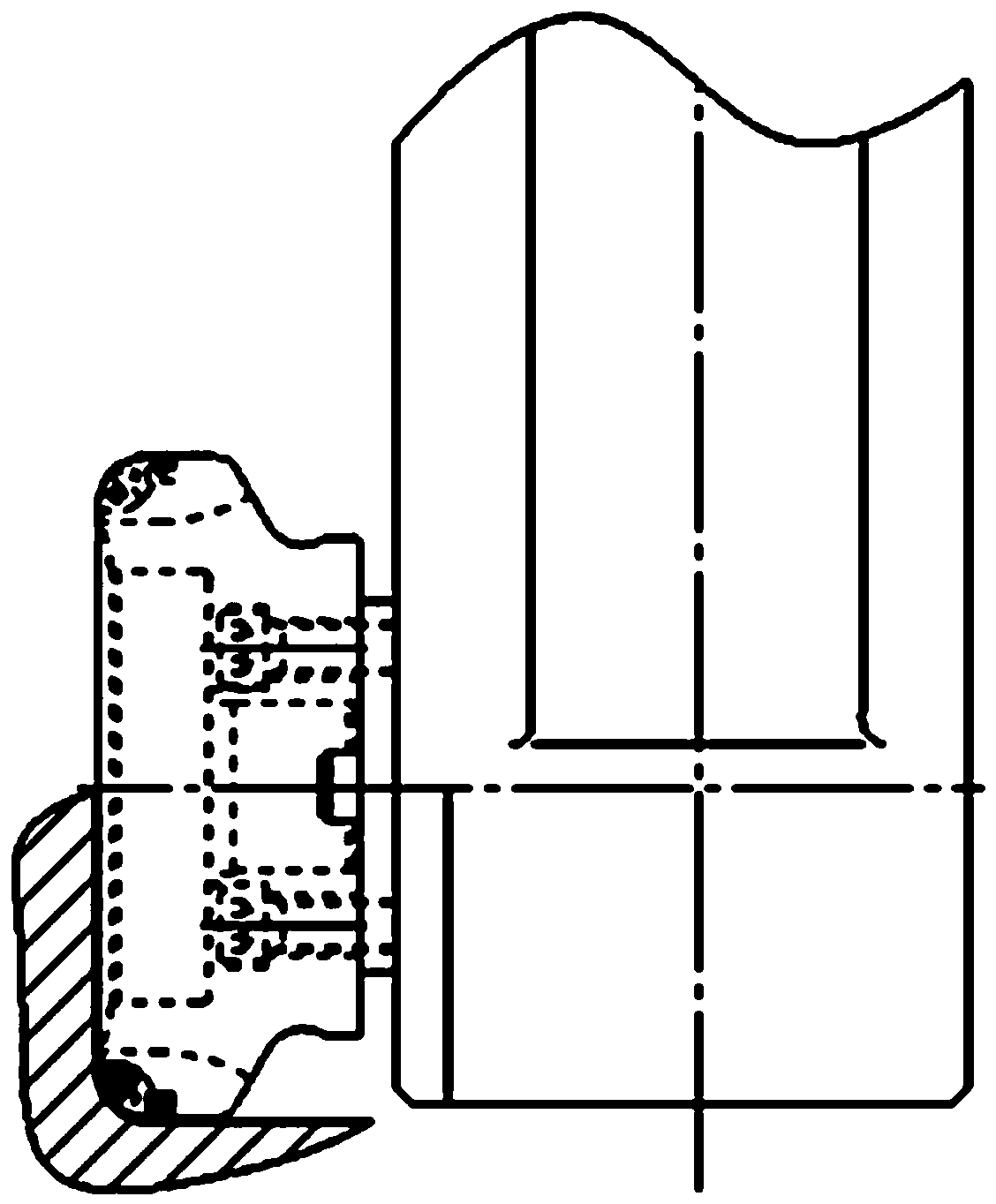
[0041] Specifically, this method utilizes the extended shank of the milling cutter with good shock absorption effect, designs special φ160mm rough and fine milling cutters, selects appropriate cutting parameters, and uses the small-sized fixed-beam gantry boring and milling machine to refine the Hafur surface and rounded corners of the fuselage. for processing. Among them, the shock-absorbing milling cutter ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com