

Technology for Die Forging Low Speed Diesel Engine Cylinder Head with Free Forging Press
A technology of cylinder head and forging press, which is applied in forging/pressing/hammering machinery, forging/pressing/hammer device, mechanical equipment, etc. It can solve the problem of large machining allowance, large forming force, and difficult control of punching centering, etc. problem, to achieve the effect of small machining allowance, simple billet making, and reduced follow-up processing man-hours
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0026] Concrete steps of the present invention are:
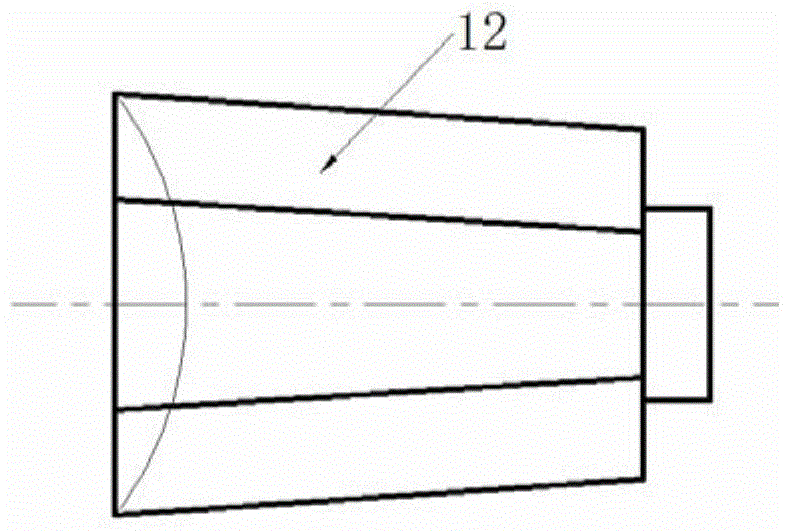
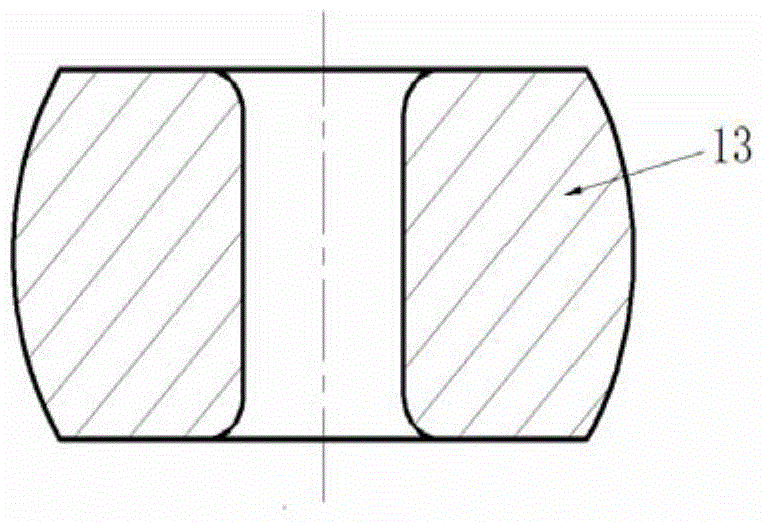
[0027] 1) Will figure 1 The shown riser-free steel ingot 12 is punched after upsetting, punched with a hollow punch, and the center material is washed away to obtain figure 2 13 pieces of punching as shown;
[0028] 2) Pull the punching part 13 into a cylindrical blank with an extended mandrel. The outer diameter of the cylindrical blank is 75%±5mm of the outer diameter of the flange of the cylinder head forging, and the inner diameter is 90%±5mm of the inner hole diameter of the cylinder head forging. 5mm; the length should be 1.05 times the weight of the cylinder head forging;
[0029] For example, if a larger size steel ingot without a riser is used, multiple pieces are continuously forged, and the inner and outer diameters are in place and then divided into single pieces of the required length;
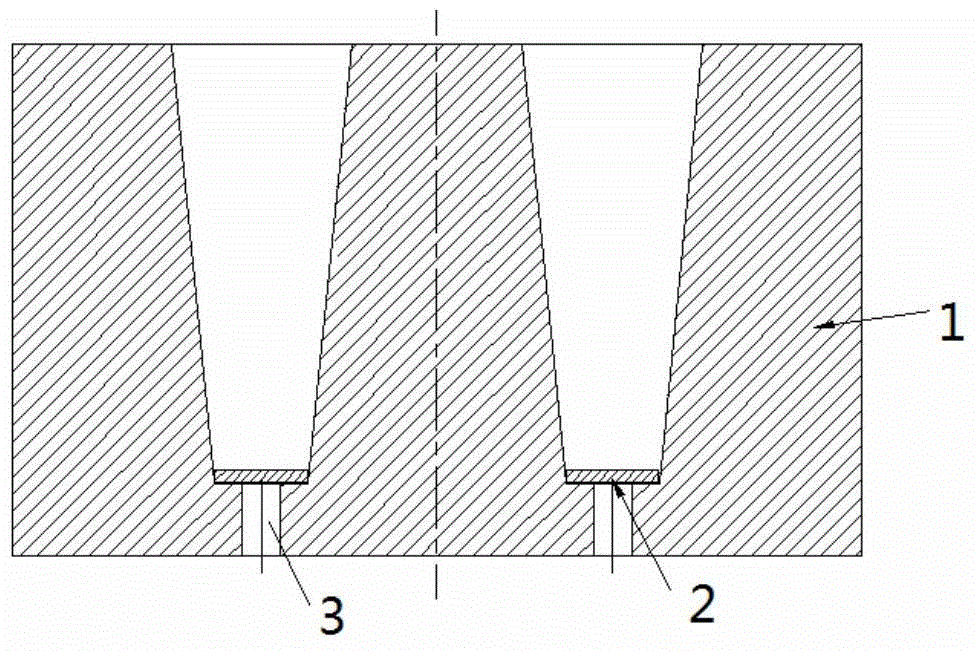
[0030] 3) Prepare the pre-forging die, refer to image 3 Four pre-forging ejection holes 3 are evenly distributed on the...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More