


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Efficient full-interface pump leaching method for acid-process rare-earth roasted ore
A technology of leaching and rare earth, applied in the field of hydrometallurgy, can solve the problems of long process flow, equipment, labor, energy consumption cost and large floor area, so as to improve process efficiency, increase REO dissolution rate, and optimize acid-soluble conditions Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
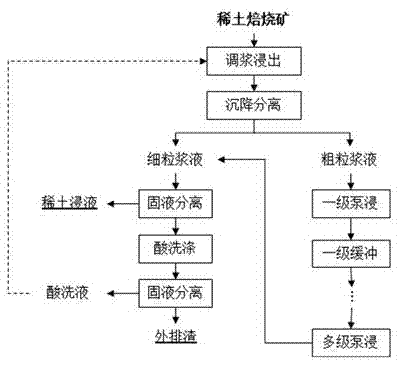
[0024] The acid-processed rare earth roasted ore and water were mixed according to the solid-to-liquid weight ratio of 1:6 and leached for 40 minutes, the leaching temperature was 25°C, and the pH value of the leaching slurry was 2.5. The leached slurry is separated by gravity settling to obtain fine-grained slurry and coarse-grained slurry. The coarse-grained slurry is leached by a 4-stage high-efficiency full-interface pump, combined with a 3-stage tank buffer vortex leaching, and the leached slurry is combined with the fine-grained slurry for solid-liquid separation. A 52.48g / l sulfuric acid rare earth feed solution and leaching residue were obtained, and the leaching residue was washed with dilute sulfuric acid. The pH value of the washing liquid was 0.3, and the dilute sulfuric acid was diluted with acid recovered from tail gas. The acid to slag solid-liquid weight ratio is 1:6, and the time is 10 minutes. 3.21g / l pickling solution and external slag were obtained by soli...
Embodiment 2
[0026] The hot roasted ore and water are mixed according to the solid-to-liquid weight ratio of 1:8, and the slurry is leached for 20 minutes. The leaching temperature is 38°C, and the pH value of the leaching slurry is 1.0~1.5. The leached slurry is separated by gravity settling to obtain fine-grained slurry and coarse-grained slurry. The coarse-grained slurry is leached by a 4-stage high-efficiency full-interface pump, combined with a 3-stage tank buffer vortex leaching, and the leached slurry is combined with the fine-grained slurry for solid-liquid separation. A 39.45g / l sulfuric acid rare earth feed solution and leaching residue were obtained, and the leaching residue was washed with dilute sulfuric acid, the pH of the washing liquid was 1.0, and the dilute sulfuric acid was diluted with acid recovered from tail gas. The acid to slag solid-liquid weight ratio is 1:8, and the time is 20 minutes. The pickling solution with REO content of 1.78g / l and the external slag were ...
Embodiment 3
[0028] The hot roasted ore and water were mixed according to the solid-to-liquid weight ratio of 1:7 and leached for 40 minutes, the leaching temperature was 39.5°C, and the pH value of the leaching slurry was 1.0-1.5. The leached slurry is separated by gravity settling to obtain fine-grained slurry and coarse-grained slurry. The coarse-grained slurry is leached by a 3-stage high-efficiency full-interface pump, combined with the 2-stage tank buffer eddy current leaching, and the leached slurry is combined with the fine-grained slurry for solid-liquid separation. A 44.89g / l sulfuric acid rare earth feed solution and leaching slag were obtained, and the leaching slag was washed with dilute sulfuric acid. The pH value of the washing liquid was 0.5~1.0, and the dilute sulfuric acid was prepared from concentrated sulfuric acid. The acid to slag solid-liquid weight ratio is 1:10, and the time is 20 minutes. The pickling liquid with REO content of 1.5g / l and the external slag were o...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com