

A Stamping Process Sequence Planning Method for Complex Sheet Metal Parts with Progressive Die
A technology of process sequence and sheet metal parts, which is applied in the field of stamping process sequence planning for complex sheet metal parts of progressive dies, and can solve problems such as unqualified product quality, mold rework, cumbersome calculations, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
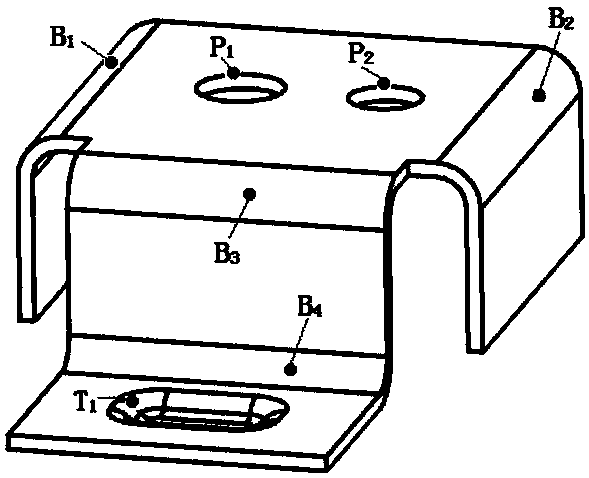
[0082] 1. Identify the features of sheet metal parts:
[0083] Typical features of sheet metal parts include punching, shearing, bending, stretching, local forming, etc., such as figure 1 The basic features of the sheet metal part shown are: 4 bending features B1, B2, B3, B4, 2 punching holes P1, P2, and 1 local forming feature T1.
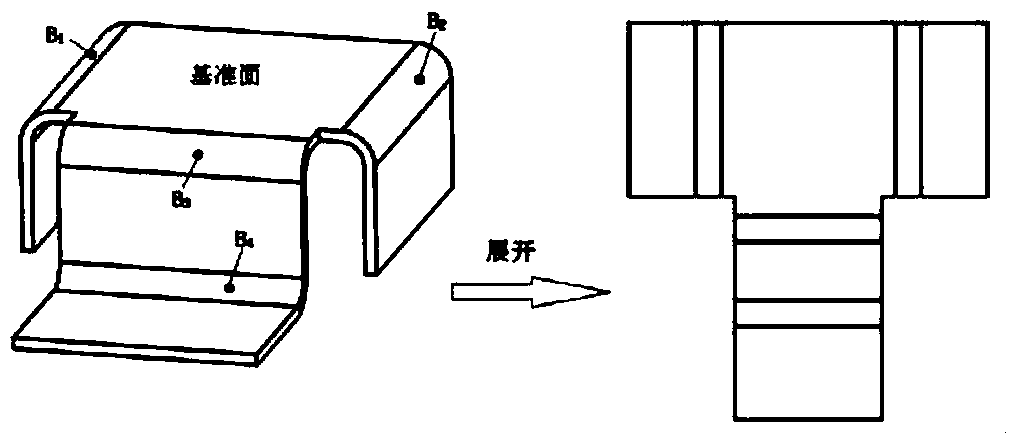
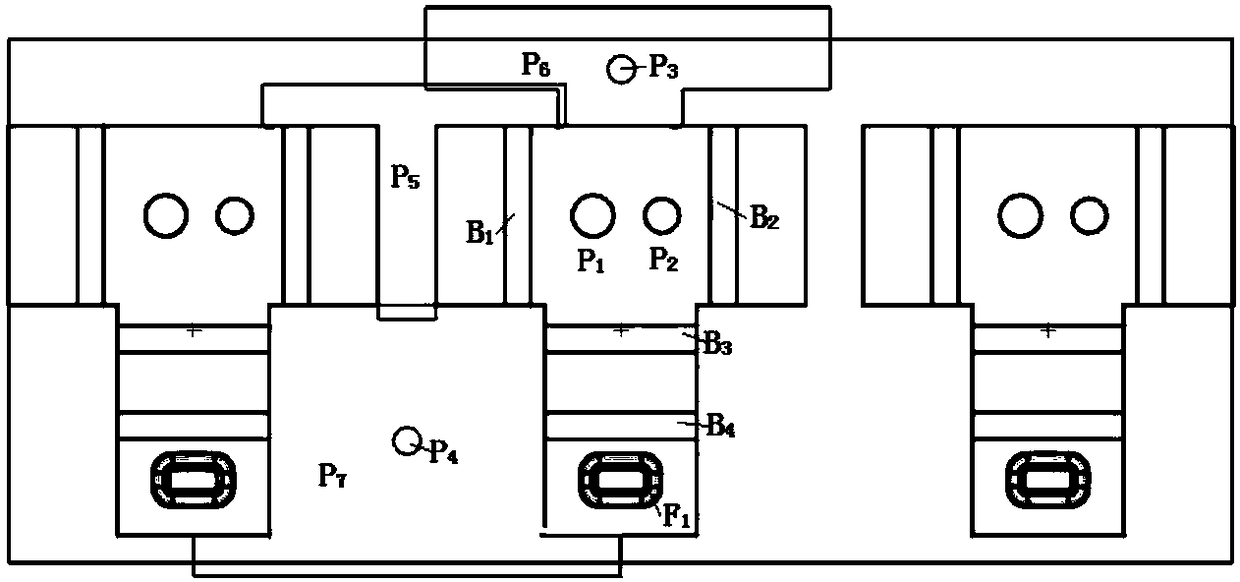
[0084] 2. Bending and unfolding, generating layout features:
[0085] refer to figure 2 As shown, the sheet metal parts are unfolded, laid out on the strip, and the waste design is carried out, among which punching type: punching P1, punching P2, punching P3, punching P4; blanking type: blanking P5, blanking Material P6, blanking P7; Bending type: Bending B1, Bending B2, Bending B3, Bending B4; Forming type: F1, the position of all features such as image 3 shown.
[0086] 3. Generate sequence planning matrix
[0087] According to the process layout rules, the operation priority order matrix is generated, and different weights are defined o...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More