

Different-temperature rolling method for preparing stainless steel and carbon steel composite board
A technology of different temperature rolling and stainless steel, which is applied in the field of different temperature rolling for the preparation of stainless steel and carbon steel clad plates, can solve the problems of high bonding strength, large stress, serious environmental pollution, etc. The effect of small residual stress and preventing warpage
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0036] Preparation of single-sided stainless steel and carbon steel composite panels
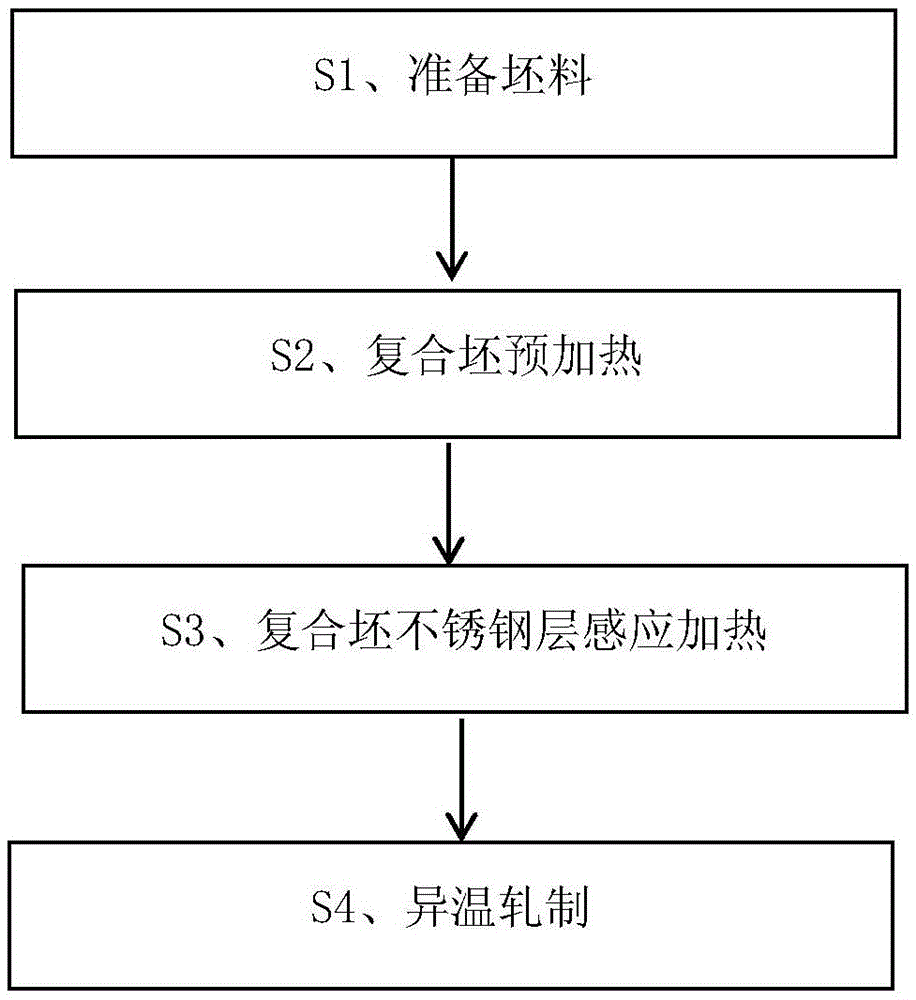
[0037] S1. Blank preparation: select a piece of stainless steel with a length of 500mm, a width of 100mm, and a thickness of 7mm, and a piece of carbon steel with a length of 500mm, a width of 100mm, and a thickness of 20mm. The surface to be bonded of the stainless steel billet and the surface to be bonded of the carbon steel billet are stacked facing each other, and the edges are sealed and welded with a vacuum electron beam and vacuumized to obtain a single-sided stainless steel composite billet;
[0038] S2. Composite billet preheating: use a high-temperature box-type resistance furnace to heat the composite billet obtained in S1 to 1000°C as a whole, and keep it warm for 2 hours;
[0039] S3. Composite billet induction heating: use an induction heater to reheat the stainless steel layer of the composite billet preheated in S2, the induction heating current is 4200A, the frequency is 2.5...
Embodiment 2
[0042] Preparation of double-sided stainless steel and carbon steel composite panels
[0043]S1. Blank preparation: Select two pieces of stainless steel with a length of 500mm, a width of 100mm, and a thickness of 3mm and a piece of carbon steel with a length of 500mm, a width of 100mm, and a thickness of 10mm. Use a wire brush to remove the oxide layer on the surface to be bonded between the stainless steel and carbon steel and clean it with acetone and alcohol. , stacking the surface to be bonded of the stainless steel blank and the surface to be bonded of the carbon steel blank facing each other, sealing and welding the edges with a vacuum electron beam and vacuumizing to obtain a double-sided stainless steel composite blank;
[0044] S2. Composite billet preheating: use a high-temperature box-type resistance furnace to heat the composite billet obtained in S1 to 1250°C as a whole, and keep it warm for 0.5h;
[0045] S3. Composite billet induction heating: Use the induction...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More