Device for facilitating energy-saving operation of paperboard production line and control method of device
A control method and production line technology, applied in the direction of transportation and packaging, stacking receiving devices, sending objects, etc., can solve the problems of product confusion, high cost, and inability to process short orders, etc., and achieve the effect of reducing noise and improving service life
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0023] The present invention will be further described below in conjunction with the accompanying drawings and embodiments.
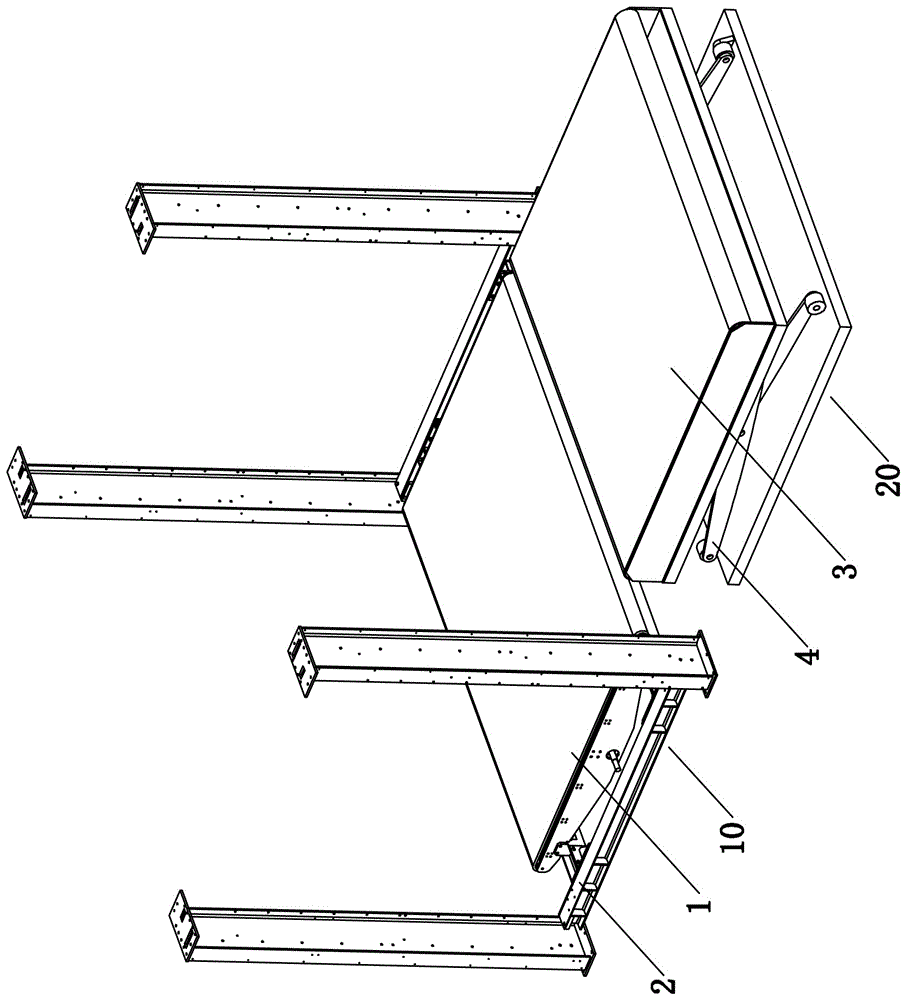
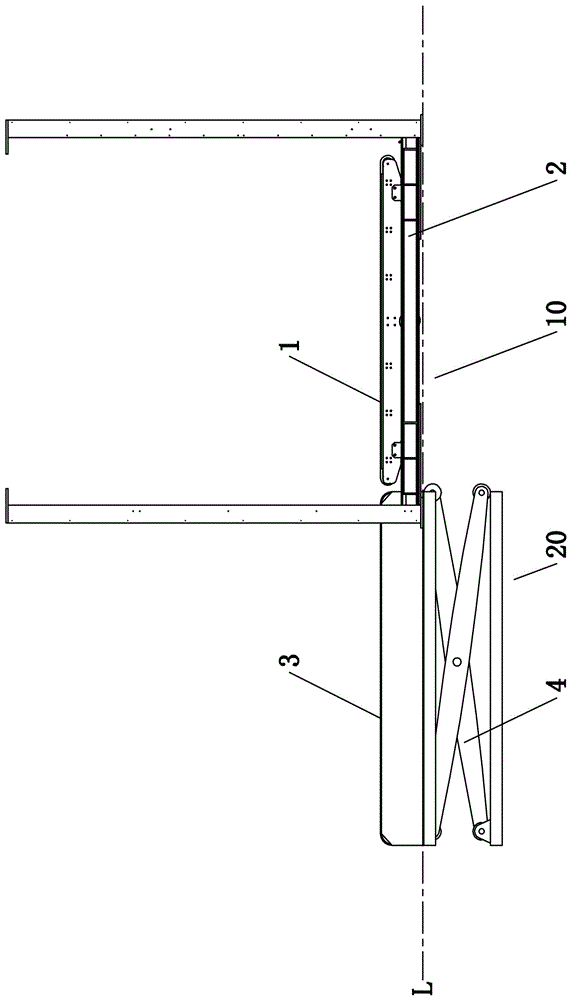
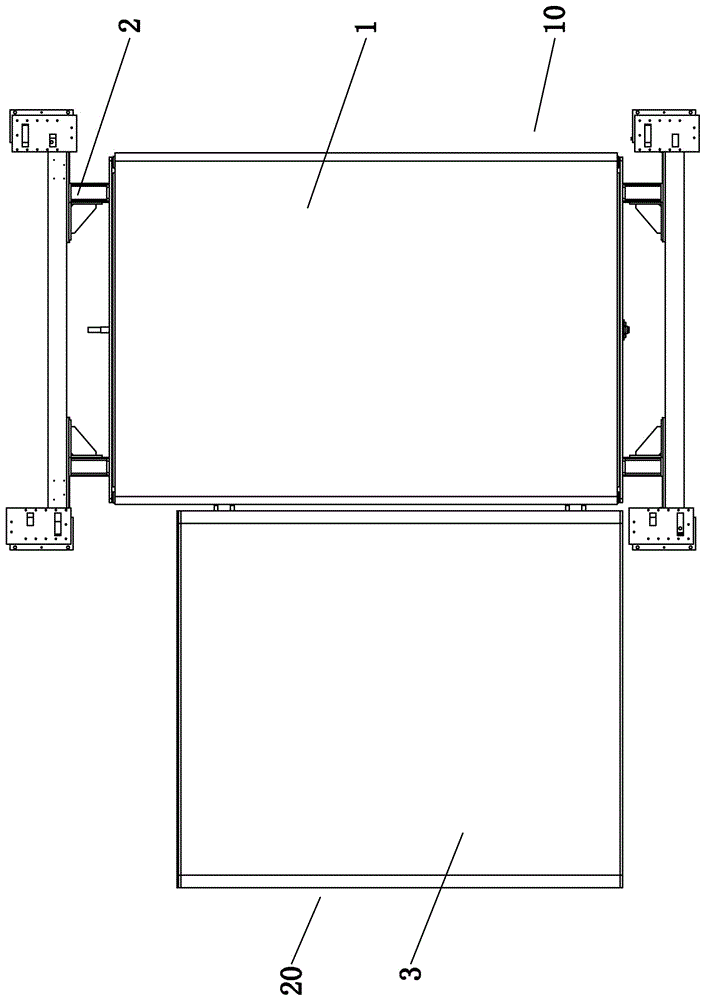
[0024] see figure 1 As shown, a device that helps the energy-saving operation of a cardboard production line includes a lifting and stacking mechanism 10. The lifting and stacking mechanism 10 is provided with a stacking conveying platform 1 that moves up and down. The inlet end of the cardboard production line is characterized in that it also includes an auxiliary lifting paper feeding mechanism 20. The auxiliary lifting paper feeding mechanism 20 is arranged next to the outlet end of the lifting stacking mechanism 10. When the stacking height of the cardboard is changed, the auxiliary lifting paper feeding mechanism 20 is provided. The mechanism 20 rises to a suitable height and receives the pile of paper sent out by the lifting stacking mechanism 10 in time, which is beneficial for the lifting stacking mechanism 10 to return to the initial paper rece...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com