Method for curved surface thermal-error compensation of whole workbench of precise numerical-controlled machine tool
A precision numerical control and compensation method technology, applied in the direction of program control, computer control, general control system, etc., can solve the problems of thermal error compensation efficiency uncertainty, occupying workbench space area, workbench flatness error, etc., to achieve guaranteed Authentic effectiveness, enhanced functionality and precision, high stability effects
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
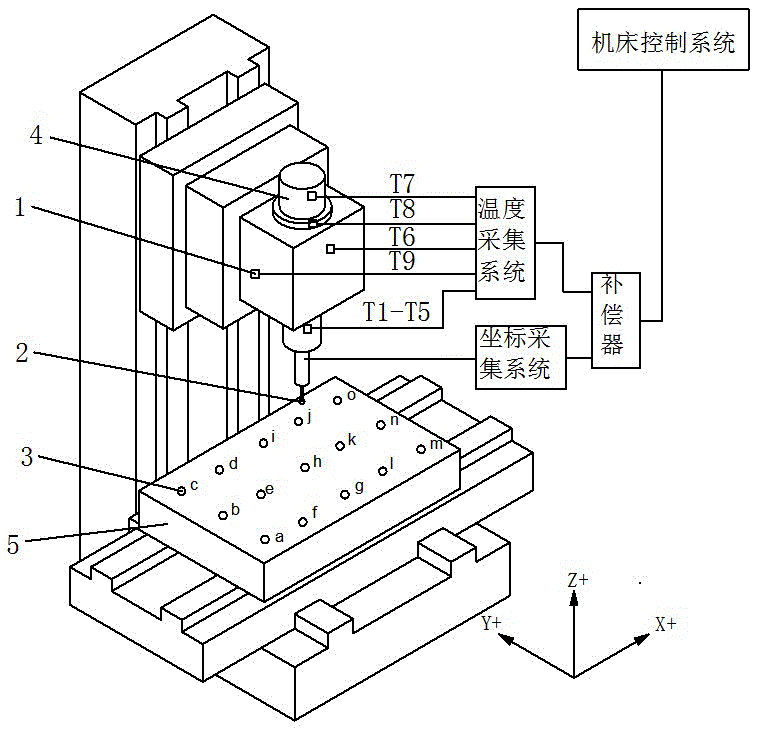
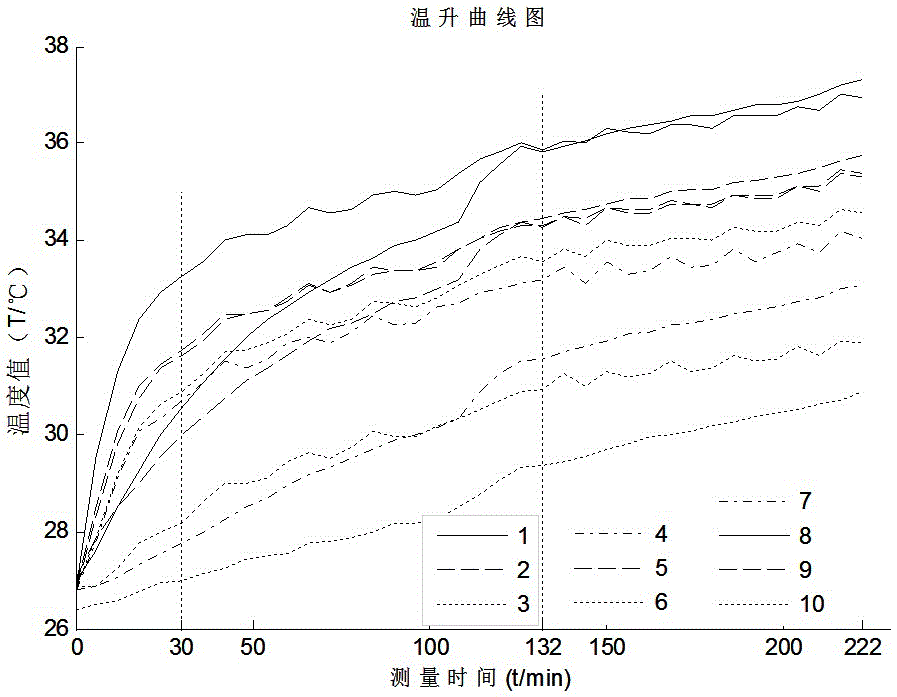
[0041] In this embodiment, the Leaderway-V450 CNC machining center is selected. During the experiment, the main shaft 4 rotates at a constant speed of 6000 rpm, the main shaft 4 is fed at 1500 mm / min, and the main shaft 4Z is idling while the table 5 is running back and forth around the X and Y axes. , workbench 5 feeds at 400mm / min, collects the temperature and coordinates of different positions of workbench 5 below spindle 4 every 5 minutes, and takes 1 minute to measure 15 points each time according to the numbering sequence of measuring point 3. The duration is 4+ hours. The experiment is divided into two batches, the first batch is modeling experiment, ambient temperature: 26.12-30.75°C; the second batch is verification experiment, ambient temperature: 26.38-30.88°C.
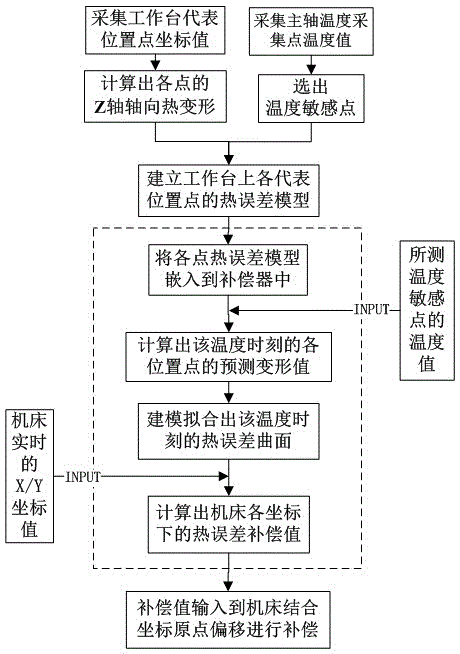
[0042] Below are the specific implementation steps of this embodiment:
[0043] The first step: Use the temperature acquisition system to measure the temperature values of the 4 key parts of the machine ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More