

Method for turning-angle-C over-travel optimization and processing during post-processing
A post-processing, cornering technology, applied in program control, instrument, computer control, etc., can solve the problems of long cycle, unable to meet the requirements of enterprise production schedule, low efficiency of numerical control programming, etc., to achieve the effect of improving the efficiency of programming
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
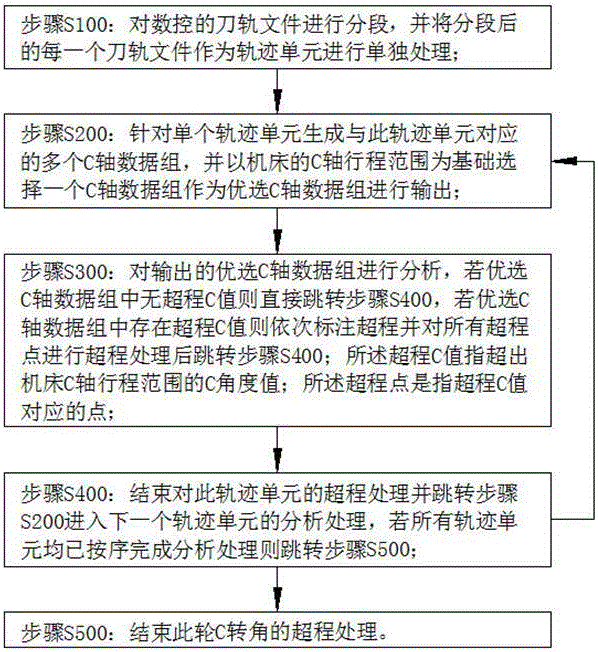
[0031] A method for optimizing and processing C corner overtravel in post-processing in this embodiment, such as figure 1 As shown, it is mainly realized through the following technical scheme: a method for optimizing and processing C corner overtravel in post-processing, comprising the following steps:
[0032] Step S100: Segment the CNC tool path file, and process each segmented tool path file as a trajectory unit separately;
[0033] Step S200: generating a plurality of C-axis data sets corresponding to the track unit for a single track unit, and selecting a C-axis data set as the preferred C-axis data set based on the C-axis stroke range of the machine tool for output;
[0034] Step S300: Analyze the output preferred C-axis data set, if there is no overtravel C value in the preferred C-axis data set, then directly jump to step S400, if there is an overtravel C value in the preferred C-axis data set, then perform an analysis of all overtravel C values Step S400 is skipped ...
Embodiment 2
[0039] This embodiment is further optimized on the basis of the above embodiments, a method for optimizing and processing C corner overtravel during post-processing, which is characterized in that it includes the following steps:
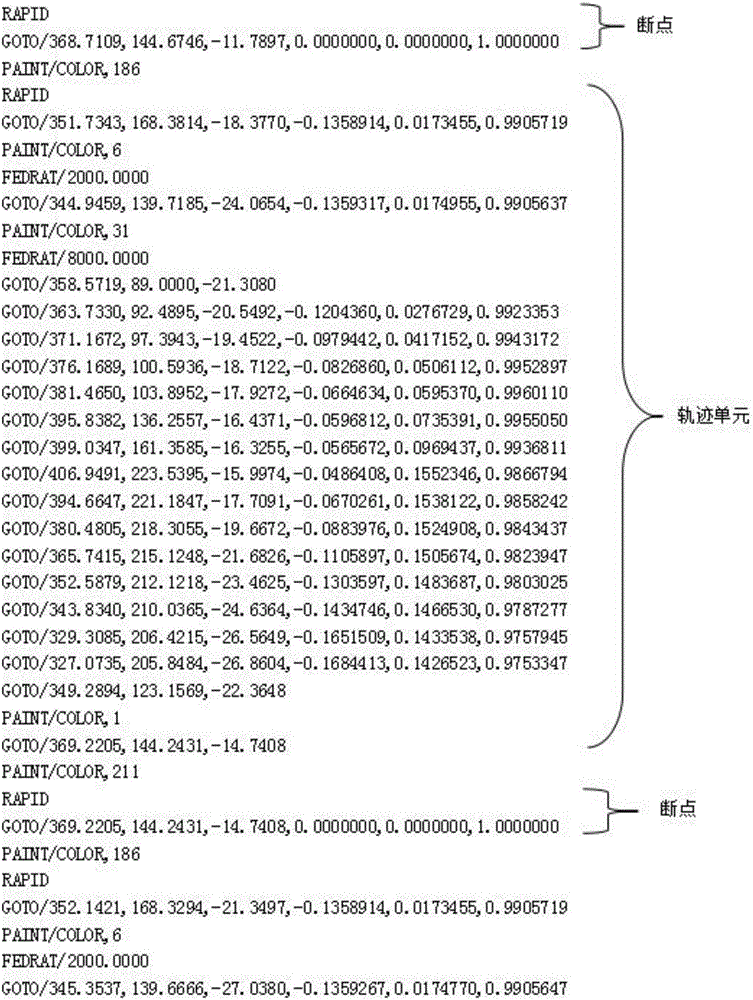
[0040] Step S100: Segment the NC tool path file by taking the corresponding point when the tool axis vector in the NC code of the tool path file is [0, 0, 1] and the feed rate is RAPID as a breakpoint, and the breakpoint between the two breakpoints is The tool path file between is the trajectory unit and the breakpoint is the starting point of the trajectory unit, and each trajectory unit is processed separately;
[0041] Step S200: Generate a plurality of C-axis data groups corresponding to this trajectory unit for a single trajectory unit, and select a C-axis data group as the preferred C-axis data group based on the C-axis travel range of the machine tool for output, specifically including the following steps :
[0042] Step S210: directly calcu...
Embodiment 3
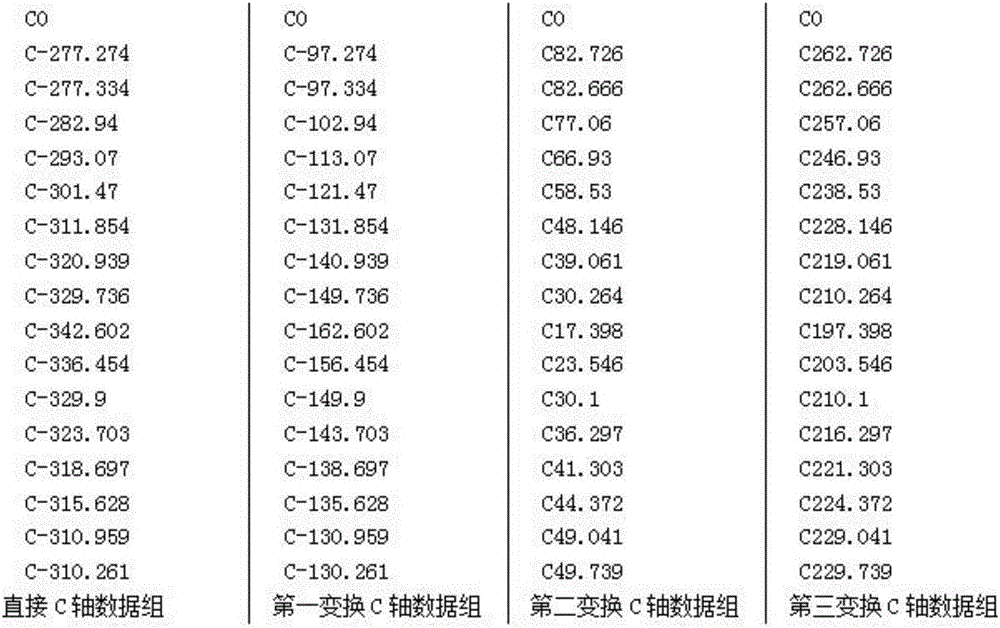
[0057] A method for optimizing and dealing with C corner overtravel in post-processing. First, segment the CNC tool path file, and process each segment of the tool path file as a separate trajectory unit, and then use the C-axis stroke range Based on the analysis of each trajectory unit in turn, optimize the C-axis data group corresponding to this trajectory unit according to the analysis results and select an optimal C-axis data group for output, and finally perform overtravel processing on all overtravel points to meet the requirements of the machine tool. travel requirements. Wherein, both the direct C-axis data set and the transformed C-axis data set are used as alternative C-axis data sets.
[0058] When segmenting the NC tool path file, the breakpoint that satisfies the conditions of "the tool axis vector is equal to [0, 0, 1]" and "the feed rate is RAPID" is taken as the starting point of a trajectory unit.
[0059] When optimizing the C-axis data group corresponding t...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More