

Production method of copper core cable soldered and sealed intermediate joint
A technology for making intermediate joints and cable joints, which is applied in the direction of equipment for connecting/terminating cables, etc., to achieve the effects of strong implementability, cheap materials, and easy portability
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0044] (part of the embodiment)
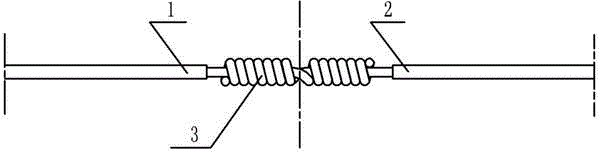
[0045] figure 1 Is the process flow diagram 1
[0046]Instructions for marking in the figure: 1. Insulated wire; 2. Insulated wire; 3. bare joints.
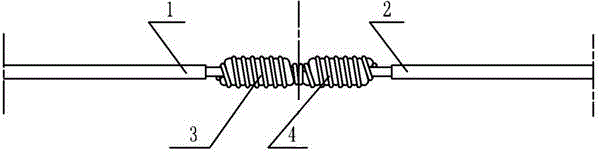
[0047] figure 2 Is the process flow diagram 2
[0048] Instructions for marking in the figure: 1. Insulated wire; 2. Insulated wire; 3. Bare connector; 4. Solder wire.
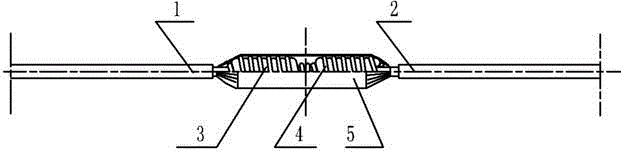
[0049] image 3 Is the process flow diagram 3
[0050] Instructions for marking in the figure: 1. Insulated wire; 2. Insulated wire; 3. Bare connector; 4. Solder wire; 5. Aluminum platinum paper.
[0051] Figure 4 It is the process flow diagram 4
[0052] Instructions for marking in the figure: 1. Insulated wire; 2. Insulated wire; 3. Bare connector; 5. 6. Aluminum platinum paper; heat gun.
[0053] Figure 5 It is the process flow diagram 5
[0054] Instructions for marking in the figure: 1. Insulated wire; 2. Insulated wire; 3. 6. Bare connector; 7. Heat gun; Thermal casing.
[0055] Image...
Embodiment 2
[0063] (Part two of the embodiment)
[0064] Figure 10 It is the process flow chart 5 (wire connector sealing treatment)
[0065] Instructions for marking in the figure: 1. Insulated wire; 2. Insulated wire; 3. Bare connector; 5. Aluminum platinum paper; 11. Hot melt tape.
[0066] Figure 11 It is the process flow diagram 6 a (wire joint sealing treatment)
[0067] Instructions for marking in the figure: 1. Insulated wire; 2. Insulated wire; 3. 6. Bare connector; 7. Heat gun; Heat-shrinkable sleeve; 11. Hot melt tape.
[0068] Figure 12 It is the process flow diagram 6 b (wire connector sealing treatment)
[0069] Instructions for marking in the figure: 1. Insulated wire; 2. Insulated wire; 3. Bare connector; 7. Heat-shrinkable sleeve; 11. Hot melt tape.
Embodiment 3
[0070] (Part three of the embodiment)
[0071] Figure 13 It is the process flow diagram 1 (joint crimping treatment)
[0072] Instructions for marking in the figure: 1. Insulated wire; 2. Insulated wire; 3. Bare joints; 12. Metal casing; 13. Indentation for wire clamp crimp.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More