Method and system for semi-solid extrusion casting of aluminum alloy
What is AI technical title?
AI technical title is built by Patsnap AI team. It summarizes the technical point description of the patent document.
A semi-solid extrusion, aluminum alloy technology, applied in the field of aluminum alloy semi-solid extrusion casting, can solve the problems of reducing the cost of semi-solid slurry preparation, slurry transfer, etc.
Active Publication Date: 2018-07-13
ZHONGBEI UNIV
View PDF6 Cites 0 Cited by
Summary
Abstract
Description
Claims
Application Information
AI Technical Summary
This helps you quickly interpret patents by identifying the three key elements:
Problems solved by technology
Method used
Benefits of technology
Problems solved by technology
The invention proposes a simple method and system for preparing semi-solid slurry, which also realizes automatic pouring and quantitative pouring of semi-solid slurry, solves the problem of slurry transfer in the semi-solid forming process, and reduces the cost of semi-solid slurry preparation
Method used
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
View more
Image
Smart Image Click on the blue labels to locate them in the text.
Viewing Examples
Smart Image
Click on the blue label to locate the original text in one second.
Reading with bidirectional positioning of images and text.
Smart Image
Examples
Experimental program
Comparison scheme
Effect test
Embodiment 1
[0049] Aluminum alloy semi-solid extrusion castings are prepared by using the aluminum alloy semi-solid extrusion casting method provided by the invention. The chemical substance material used in this embodiment is: aluminum alloy, zinc oxide, water glass, aluminum foil, acetone, deionized water, argon; Its preparation consumption is as follows (in gram, milliliter, centimeter 3 is the unit of measurement):
[0050]
[0051] The specific preparation method is as follows:
[0052] (1) Preparation of extrusion die
[0053] The extrusion die is rectangular, made of stainless steel, the mold cavity size is 120mm×30mm×50mm, and the surface roughness of the cavity is Ra0.08-0.16μm.
[0054] (2) Preparation of coating agent and coating extrusion die
[0055] Weigh 50g ± 1g of zinc oxide, 10g ± 1g of water glass, measure 500mL ± 5mL of deionized water, add to the mixer for stirring, the stirring speed is 50r / min, and the stirring time is 80min; after stirring, it becomes a milky...
Embodiment 2
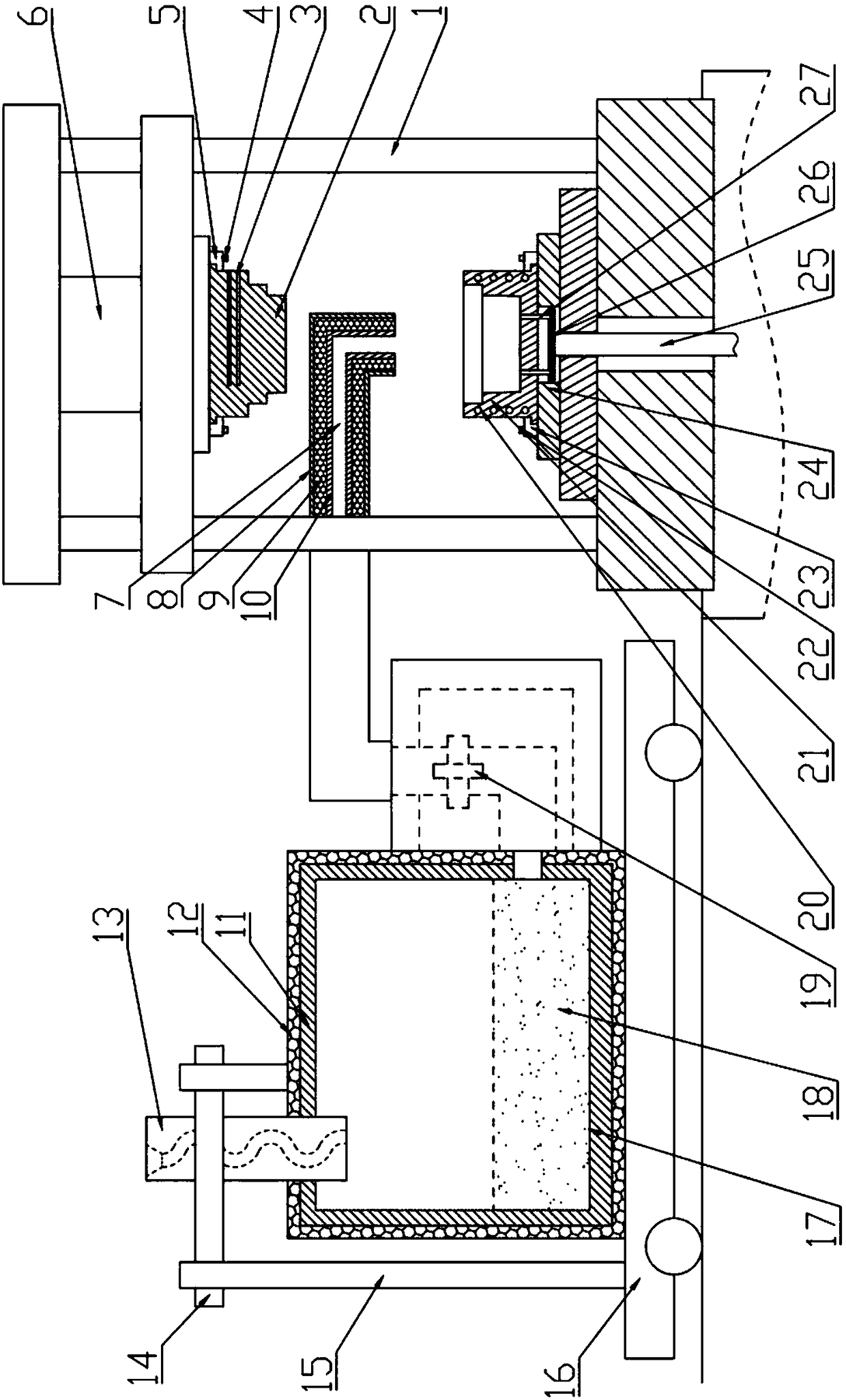
[0079] This embodiment provides a system for aluminum alloy semi-solid squeeze casting, such as figure 1 As shown, the system can be applied to the above-mentioned aluminum alloy semi-solid extrusion casting method for preparing aluminum alloy semi-solid extrusion castings, and the system includes:
[0080] An aluminum alloy semi-solid slurry preparation device, including a gate 13 and a heat preservation device 17; wherein: the gate 13 is set at the entrance of the heat preservation device 17 and communicates with the heat preservation device 17, and is used to receive the aluminum alloy obtained by smelting and prepare it initially Aluminum alloy semi-solid slurry; the heat preservation device 17 is used to receive the aluminum alloy semi-solid slurry initially prepared through the gate 13 and keep it warm to form an aluminum alloy semi-solid slurry with uniform structure;
[0081] The extrusion molding device includes a thermal insulation extrusion die (2, 21), which is use...
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More
PUM
Property
Measurement
Unit
surface roughness
aaaaa
aaaaa
thickness
aaaaa
aaaaa
hardness
aaaaa
aaaaa
Login to View More
Abstract
The invention relates to a semi-solid squeezing casting method and system for aluminum alloy and belongs to the technical field of preparation and application of nonferrous materials. The method comprises the following steps that firstly, an aluminum alloy block is cut into aluminum alloy pieces, the aluminum alloy pieces are wrapped with aluminum foil correspondingly, and then the wrapped aluminum alloy pieces are preheated; the preheated aluminum alloy pieces are smelted, so that molten aluminum alloy is obtained; the molten aluminum alloy is poured into a heat preservation device for heat preservation via a sprue with a bent channel or an inverted conical channel, and semi-solid aluminum alloy slurry is obtained; the semi-solid aluminum alloy slurry is poured into a heat preservation squeezing mold to be subjected to squeezing molding treatment; and finally, pressure application continues after the squeezing molding treatment is completed, then a casting is jacked out and subjected to air cooling, and an semi-solid aluminum alloy squeezed casting is obtained. According to the preparation method, the advanced process is achieved, procedures are precise, data are accurate and full, and after heat treatment of the prepared semi-solid aluminum alloy squeezed casting, the hardness of the casting can be up to 82.9 HB and the tensile strength of the casting can be up to 279 Mpa.
Description
technical field [0001] The invention relates to a method and system for aluminum alloy semi-solid extrusion casting, belonging to the technical field of preparation and application of non-ferrous metal materials. Background technique [0002] Aluminum alloy is a non-ferrous alloy with good strength, toughness, electrical conductivity, and thermal conductivity. It is often used as a structural material and has been widely used in aerospace, electronics industry, and automobile manufacturing. Low, poor corrosion resistance, so that its application in industry has been limited. [0003] The currently widely used aluminum alloy forming method is die casting. However, die castings are prone to defects such as oxidation and pores, which lead to a decrease in the mechanical properties of castings. The semi-solid squeeze casting method is a near-net shape method, which has the advantages of low processing temperature, heat treatment strengthening, and cost saving. At present, the...
Claims
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More
Application Information
Patent Timeline
Application Date:The date an application was filed.
Publication Date:The date a patent or application was officially published.
First Publication Date:The earliest publication date of a patent with the same application number.
Issue Date:Publication date of the patent grant document.
PCT Entry Date:The Entry date of PCT National Phase.
Estimated Expiry Date:The statutory expiry date of a patent right according to the Patent Law, and it is the longest term of protection that the patent right can achieve without the termination of the patent right due to other reasons(Term extension factor has been taken into account ).
Invalid Date:Actual expiry date is based on effective date or publication date of legal transaction data of invalid patent.



 Login to View More
Login to View More