

A high-pressure water descaling method for alloy steel plates
A high-pressure water descaling and alloy steel plate technology, applied in metal rolling, metal rolling, metal processing equipment, etc., can solve the problems of high cost of descaling and unclean descaling, and achieves no increase in equipment investment and enhanced descaling. net capacity, reducing the effect of furnace pig iron scale
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0026] The melting chemical composition of a certain low Cr and Mo alloy steel plate is shown in Table 1.
[0027] Table 1 Melting chemical composition of a certain low Cr and Mo alloy steel plate, %
[0028] .
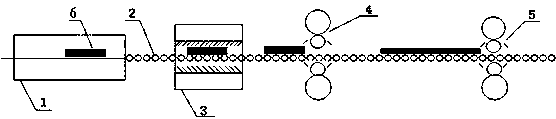
[0029] After the slab 6 is heated in the heating furnace 1, the descaling box 3, the roughing mill 4 and the finishing mill 5 are descaled along the roller table 2 by different methods.
[0030] (1) The slab 6 is heated and kept warm, the temperature of the soaking section is 1220°C; the heating rate is 5.7min / cm; the temperature of the heating furnace 1 is 1105°C.
[0031] (2) Descaling box 3 descaling, water temperature: 8°C; number of upper and lower working nozzles: 112; nozzle flow rate: 30L / min; spray angle: 25°; nozzle outlet water pressure: 28MPa; vertical spray height: 130mm.
[0032] (3) Rotate 90° in front of the roughing mill 4 to change the position of the high-pressure water strike, bite into the gap between the upper and lower rolls at a slow speed,...
Embodiment 2
[0035] Example 2 A certain high Cr, Mo alloy steel plate, its melting chemical composition is shown in Table 2.
[0036] Table 2 Melting chemical composition of a certain high Cr, Mo alloy steel plate, %
[0037] .
[0038] After the slab 6 is heated in the heating furnace 1, the descaling box 3, the roughing mill 4 and the finishing mill 5 are descaled along the roller table 2 by different methods.
[0039] (1) The slab 6 is heated and kept warm, the soaking zone temperature: 1210°C; the heating rate: 5.6min / cm; the furnace temperature is 1117°C.
[0040] (2) Descaling box 3 descaling, water temperature: 9°C; number of upper and lower working nozzles: 116; nozzle flow rate: 31L / min; spray angle: 23°; nozzle outlet water pressure: 28MPa; vertical spray height: 120mm.
[0041] (3) Rotate 90° in front of the roughing mill 4 to change the position of the high-pressure water strike, bite into the gap between the upper and lower rolls at a slow speed, and completely remove the ...
Embodiment 3
[0044] Example 3 A certain high-Ni alloy steel plate, its melting chemical composition is shown in Table 3.
[0045] Table 3 Melting chemical composition of a certain high-Ni alloy steel plate, %
[0046] .
[0047] After the slab 6 is heated in the heating furnace 1, the descaling box 3, the roughing mill 4 and the finishing mill 5 are descaled along the roller table 2 by different methods.
[0048] (1) The slab 6 is heated and kept warm, the soaking zone temperature: 1230°C; the heating rate: 6.0min / cm; the furnace temperature is 1120°C.
[0049] (2) Descaling tank 3, water temperature: 5°C; number of upper and lower working nozzles: 122; nozzle flow rate: 32L / min; spray angle: 18°; nozzle outlet water pressure: 30MPa; vertical spray height: 112mm.
[0050] (3) Rotate 90° in front of the roughing mill 4 to change the position of the high-pressure water strike, bite into the gap between the upper and lower rolls at a slow speed, and completely remove the stubborn residual...
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More