[0007] The inventive idea of the present invention is: in view of the current powder metallurgy production, the powder metallurgy process adopts coarser powders larger than 40 microns, which cannot meet the metallurgical production requirements of good surface activity, high adsorption force, and Cuihua ability, and the powder metallurgy feeding accuracy Due to the inability to achieve
automatic control, and the problem that the predetermined pressure and
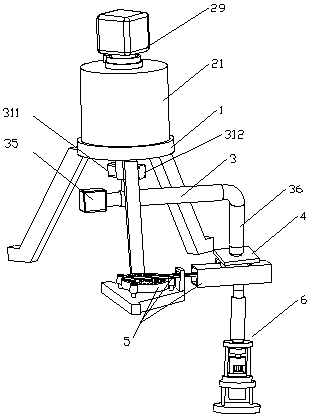
extrusion speed cannot be reached in a short period of time, which affects the forming of metal powder, the present invention designs an automatic feeding and forming device for metal powder metallurgy, a metal powder metallurgy Automatic feeding and forming device, including frame, crushing mechanism, feeding mechanism, weighing mechanism and limit leakage mechanism; pour metal powder from the feeding port into the metal powder feeding bin, and pass through the turntable of the
grinding mechanism in turn A through hole, the feeding metal powder leaks into the
grinding track and is ground by the grinding disc. The ground metal powder is transported to the metal powder feeding bin of the feeding mechanism through the leaking
pipe, and the feeding metal is transported by the
spiral blade. The powder is transported to the
feeding tube in the middle of the weighing pad of the weighing mechanism. When the weight sensor determines that the amount of metal powder to be fed reaches the weight set by the
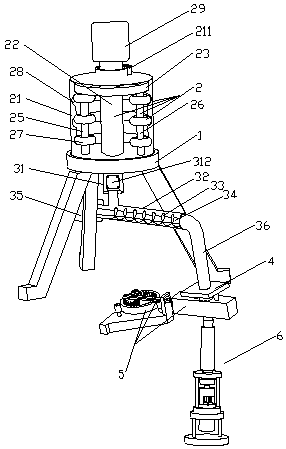
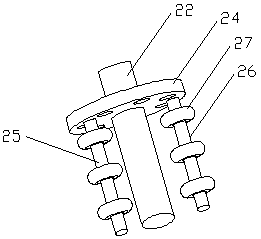
metal forming standard, the reduction motor B is turned on, and the moving gear moves along the fixed ring. The inner surface moves, and at the same time, it drives the limit block at the end of the driving rod to move along the shell to the base. All the metal powder falls into the hollow cylindrical
syringe in the fixed chamber. Under the action of the elastic
restoring force of the return spring, the metal powder in the hollow cylindrical
syringe is injected into the hollow through the metal powder leakage channel set at the center of the upper part of the fixed mold. In the cylinder, at this time, the
hydraulic cylinder drives the
piston rod to move upward, the lower
chassis and the lower
stamping die are separated from the support frame, and at the same time the
piston rod drives the
extrusion block to move upward, and the extrusion block and the elastic support element together drive the lower
stamping die to move upward until The extrusion groove cooperates with the
hollow cylinder to realize the rapid extrusion molding process. The
piston rod moves downward, and the lower
chassis and the lower stamping die return to the original position together. At this time, the
piston rod moves upward again to drive the extrusion block along the moving rod A , the moving rod B and the ejector rod move upwards to
push out the metal module formed in the
hollow cylinder and make it break away from the
hollow cylinder. The bottom surface of the rectangular groove of the lower stamping die is in contact with each other, and the limit of the next metal powder feeding is repeated in this way, so as to accurately and quickly control the feeding accuracy of the metal and the forming process of the metal powder



 Login to View More
Login to View More